
By Chris Davis, head of sales for Web & Industrial Systems, IST America
This article will detail an alternative method of modifying (activating the) surface energy of materials; in particular, highly sensitive (and costly) substrates. Materials such as functional films, wafer materials, thin and heat-sensitive films all require full consideration when using traditional treatment methods, such as corona, plasma and flame, as these can damage the substrates and lead to mechanical failure and delamination. Excimer is a non-damaging, cold process that is effective at increasing wettability and chemical affinity of the base materials.
Introduction
In the world of roll-to-roll web converting, surface treatment and modification have long been part of the process to ensure inks, coatings, adhesives, release agents and so forth are able to properly adhere to the base material and provide the properties they are being applied to achieve.
Those who are in the business of producing high-quality functional films, wafer materials, thin and heat-sensitive substrates are very familiar with the different variations of this process, which typically are corona, atmospheric plasma and flame treatment. These processes can be challenging with sensitive materials, which can lead to delamination or failure.
Excimer irradiation provides an alternative treatment that is non-damaging and highly protective of the sensitive substrates, while it improves wettability and the chemical affinity of materials. Excimer treatment is particularly effective with metallic materials. This photonic alternative allows for chemical-free removal of filmic contamination without using electric fields and, consequently, their damaging side effects. Note: For the purposes of this discussion, comparisons will be made to corona and plasma treatment only as they are widely used in web converting.
Review of corona discharging
Most plastics (films) have a non-polar, electrically well-insulated and hydrophobic surface. Films typically have poor wettability for coatings, inks, solvents, aqueous plastic dispersions, adhesives or adhesion promoters. This is particularly true of polyethylene, polypropylene and polyester films, which make them very challenging to print on or process further down the line, such as with coating or laminating. Coatings simply would not adhere well, and delamination is very likely with laminated films.
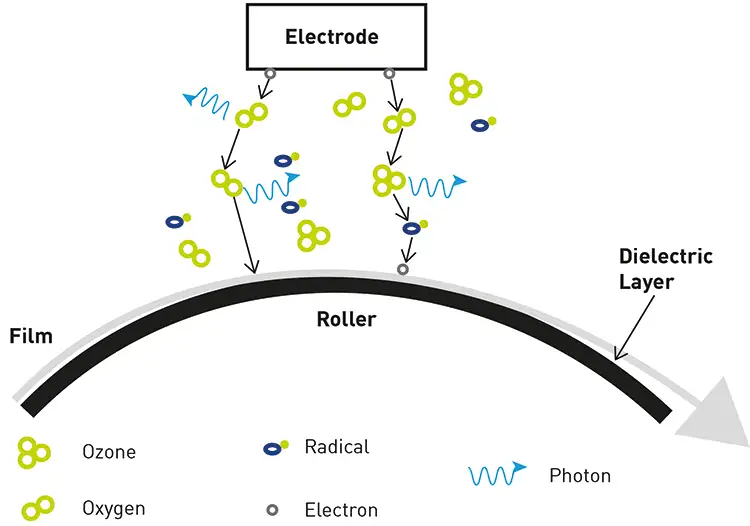
Corona treatment usually is carried out “in-line” at the end of the manufacturing process of the film (see Figure 1). The film web is subjected to a high-voltage electrical discharge, and it occurs between a grounded, polished roller made of steel or aluminum and a closely fitted insulated electrode. Depending on the application, it also is possible to use an insulated roller against uninsulated electrodes. In this instance, the film rides on the polished roller so that only the side of the web facing the electrode is treated. If an air gap occurs between the roller and the web, the reverse side also is treated by default.
Treatment of both sides of the web involves the risk of polar groups on the reverse side combining with the treated polar groups on the front side, which can lead to blocking. The mechanism of corona treatment functions by oxidation through which, depending on the film, various polar functional groups (e.g. alcohols, aldehydes, carboxylic acids, esters, ethers, peroxides) are formed.
Degradation (radical cleavage) of the polymers also has been demonstrated. On the other hand, cross-linking of macromolecules can be assumed because corona treatment degrades the film’s sealing ability (increase of glass transition temperature [Tg] and melting temperature). Electrical discharge leads to ionization of the air, resulting in the local formation of ozone. The ozone can have an additional oxidative effect on the film surface.
Effectiveness: Corona treatment leads to an increase in surface tension (dyne) typically from 35 to 45 mN/m.
Potential problems that may arise:
- Despite its widespread use, corona treatment may not be easy to control. Uneven distribution of the electrical discharge (asymmetrical structure, variations in film thickness and conductivity) can lead to “breakdown.” In this case, the discharge penetrates the film and can leave burn holes.
- The electrostatic load imparted onto the substrate can lead to the necessity of discharging the substrate with antistatic equipment.
- The electrostatic load onto the web attracts dust and other particulates, which can lead to impurities in the process.
Review of plasma treatment
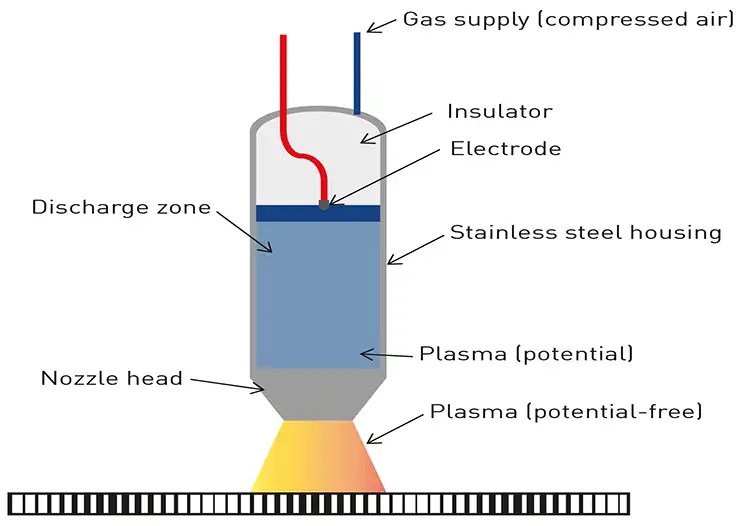
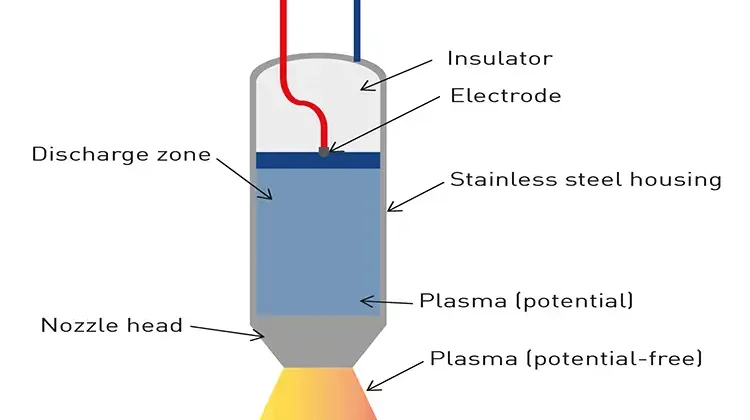
A pulsed arc is generated in the plasma nozzle by means of a high-voltage discharge [5 to 15 kV at 10 to 100 kHz] (see Figure 2). A process gas flows through the discharge zone, is excited and then converted into the plasma state. This plasma then passes through a nozzle head onto the surface of the material to be treated. The nozzle head is at ground potential and therefore ensures the plasma flow; it also determines the geometry of the emerging jet. The achievable activation is significantly higher than corona discharge.
Surface tensions of 72 mN/m can be achieved. The temperature is lower than with flame treatment but can reach 300° C. The treatment speed is limited to about 133 fpm (40 mpm) per nozzle line. Over wider web widths, the homogeneity of the treatment is linked directly to the technical state of dozens of nozzles used.
Potential problems that may arise:
- Plasma treatment can create surface temperatures up to 300° C.
- Treatment is as clean as the medium used, which can lead to significant costs.
Excimer as an alternative surface treatment
Very short wavelength UV light (quasi-monochromatic 172 nm, in this case) is used to break the bonds in organic substances (7.4 eV is high enough to break the bonds in hydrocarbons). The generation of ozone allows these contaminants to be oxidized into carbon dioxide and water. Surface cleaning takes place by oxidation and decomposition of organic surface contaminants.
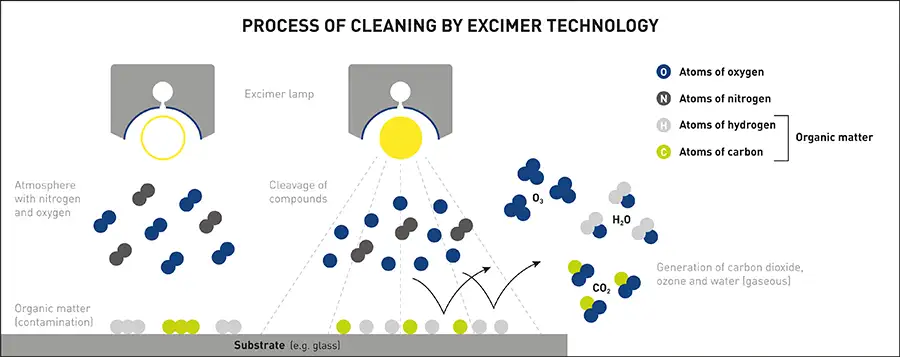
The result is a contaminant-free surface. A basic distinction is made between two different effects triggered by the ultra-short wavelength UV light; these are surface cleaning and surface modification. There is a difference in the respective reaction mechanism, but both processes have a positive effect on the adhesive forces and the adhesion properties of the treated surface. As excimer radiation at 172 nm is effective only at the surface, damage to the material does not occur.
Essentially, organic substances and especially filmic contamination can be removed reliably and thoroughly. However, this applies only to thin layers. Therefore, the most effective cleaning consists of a combination of conventional wet cleaning and subsequent photo-cleaning by UV treatment.
This makes excimer cleaning and activation an ideal process, especially for thin-gauge film substrates with an exacting requirement for material purity in applications such as display-panel, touch-panel, wafer and battery production, and the cleaning of thin films and optical devices.
Conclusion
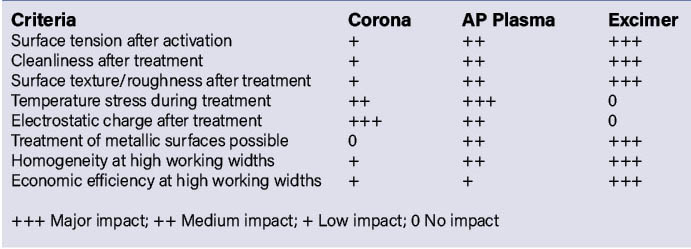
It is understood that the traditional surface-treatment methods of corona and plasma are well defined and do provide a high degree of application experience in R2R web converting and printing, but they don’t provide unlimited solutions. Excimer has a valuable impact for problematic materials, which themselves have a high dollar value. A summary of the material impact is shown in Table 1.
Note: This is Xenon excimer, which has a monochromatic output at 172 nm. Other excimer platforms exist using different gases, resulting in 208 nm, 222 nm, etc., which are used more in the life-science sector. The author would like to acknowledge contributions by Arnd Riekenbrauck, senior mgr.-New Markets at IST METZ GmbH & Co. KG.
Chris Davis, head of sales for Web & Industrial Systems at IST America (Shorewood, IL), holds a degree in Mechanical Engineering. He has worked since 1993 in press and converting-equipment sales. Chris joined IST in 2015, has expertise in converting and industrial UV/LED/Excimer (hybrid) applications, and is the author and presenter of numerous technical papers. He can be reached at 815-523-6482, email: chris.davis@usa.ist-uv.com.