

By Mark Miller, CEO, Coating Tech Slot Dies LLC
Introduction
Coating rubber bands is not easy. So, when you look at coating liquids that have molecules already formed or the fluid has a rubbery nature, care needs to be taken to consider the effects of viscoelastic behavior.
Viscoelasticity is the fluid’s reaction to being deformed both in viscosity and elasticity. Some fluids only have viscosity changes under shear, but more complex fluids want to snap back after deformation. In other words, when coating a fluid, consideration of the rubbery behavior needs to be considered with the shear rate vs. viscosity data.
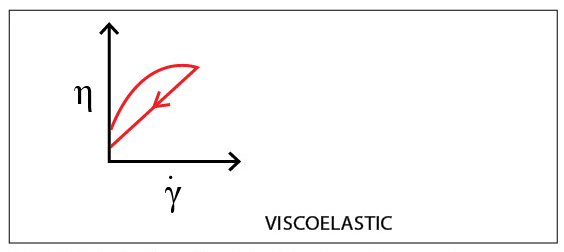
What does this viscoelastic nature look like? If you study a fluid that has shear-thinning characteristics but not elastic characteristics, then the viscosity curve has no hysteresis – the curve looks the same as shear force is applied and removed (see Figure 1). For a viscoelastic fluid, the liquid acts differently under shear force than when the force is removed. This stress-relaxation behavior can affect the flow dynamics of the fluid as it goes through expansion and contraction zones or as stresses from film split act on the fluid.
Different coating techniques require different considerations with viscoelastic fluids. Roll-coating techniques need to consider the film split of the fluid as rotational forces interact with tensioned web movement. Pre-metered coating techniques (like slot-die technology) contract and expand the fluid within given physical dimensions that can affect the fluid flow of viscoelastic fluids.
Complex flow calls for complex analysis
If we want to understand the viscous and the elastic behavior of the fluid, we can’t rely on a simple rheological study. Zahn cup or Brookfield viscosity methods are helpful for simple fluids and simple coatings, but oscillatory rheometer testing is required to obtain shear rate vs. viscosity testing. Complex rheology testing provides the storage (G’) and loss (G”) modulus for the fluid. It is best to think of these factors as analogous to a spring constant. If you take a spring (or coil) and pull it tight, there would be a larger amount of potential energy (or storage modulus: G’). If the spring relaxes, the loss modulus (G”) asserts itself over the storage modulus. If the loss or storage modulus is not time-dependent, then the elastic nature of the fluid is stronger than the shear nature of the fluid. To further understand the elastic nature, elongational testing needs to be completed.
So, what do you do if the elastic nature of the fluid dominates the viscous nature of the fluid? A new set of coating defects appear that need to be viewed from this elastic perspective. In roll coating, misting and roll spatter will occur due to failure to properly split the resultant film. In pre-metered coating, the slot die needs to control the flow of fluid internally to allow the liquid to evenly move out of the final slot opening with reduced shear forces. If forces on the slot die are not controlled, the fluid will retract after coating and may cause wrinkling, curl or voiding. In addition, die swell will occur and cause potential edge beads.
With standard fluids, there is some amount of self-leveling that occurs, but the movement to fill the space is reduced with viscoelastic fluids. Self-leveling fluids are like water – pour them onto the substrate and the water will follow the contours of the surface. Viscoelastic fluids flow like a rubber band or gelatin – you have to force the shape with additional concerns based on rubbery retraction.
When dealing with viscoelastic fluids, be sure to understand how these higher molecular-weight polymer systems respond to forces to counteract the resultant coating defects. Control the fluid with reduced shear, or formulate the fluids to reduce elastic snap-back effects.
Viscoelastic behavior
In the world of hot-melt adhesive coating, the engineer or operator has to understand the fundamentals of fluid dynamics and polymer extrusion. Both phenomena play a role in the complex world of hot-melt adhesive coating. When viscoelasticity controls the fluid polymer’s behavior, the concerns shift based on the amount of time the polymer sees stresses. If the hot-melt adhesive polymer experiences stresses for a short time, the viscoelasticity is considered linear and slow deformations of the molecules occur. During these interactions, the following principles control flow:
- Stress relaxation test (the same curvature at various temperatures, simply shifted by response time). There is a measurable time it takes for the stresses to relax. These times are greater at lower temperatures.
- Time-Temperature superposition principle: Taking the stress relaxation data and superimposing onto one time plot provides the master curve described by the time-temperature superposition principle.
- Boltzmann superposition principle: The concept that deformation of a polymer can be calculated by combining all the strain responses along the path of stresses applied.
Long-term stresses are measured by the following tests:
- Stress relaxation: This criteria usually is measured as the inverse of creep.
- Creep: This measurement of flow under a constant load provides strain as a function of time, temperature and stress. Typically, the power law shape of this data is material-dependent and can provide insight into the flow of material at constant temperature or a set time.
These data sets can properly feed finite element analysis (FEA) of flow of a polymer through an area with defined boundary conditions. The short- and long-term viscoelasticity help a user develop an understanding of elongational viscosity (which is the proportional factor between stress and velocity within rheological measurements) and kinetic viscosity (which is the shear rate vs. viscosity data).

With these non-Newtonian flows, the models that provide the best approximation include the Casson and Maxwell models.
The Maxwell model is tied closely to the creep behavior, as the viscosity-over-elastic shear modulus is referred to as the relaxation time.
These mathematical models provide excellent correlation for internal flow of polymeric materials through set geometries. By themselves, the models do not complete the viscoelastic picture, but they provide a great starting point for FEA. The questions that remain include understanding flow of the polymer melt in a 3D setting of coating.
Coating-process impacts
In the process of coating, the polymer that is having stress applied has its molecular chain relax, and the deformation is irreversible. In some cases, this is a good thing, as in self-leveling, where the polymer flows out and forms a structure prior to curing. In other cases, the deformation can provide coating defects.
One example of the need to study polymeric flow beyond the simple test methods is roll spatter. If a Brookfield test was run on a viscoelastic material, the resultant data would be enough to understand the equipment setup for a roll-coating technique, but not enough to understand flow through a pre-metered system. A viscosity-vs.-shear rate rheological test would be enough to describe the flow characteristics through a pre-metered system, but not enough to understand the external flow of either the pre-metered system or the roll-coating technique. Previous experiments have shown that low viscosity and shear modulus do not predict roll spatter, but high elongational results from viscoelastic testing do predict roll spatter.
To describe this behavior, imagine a paint roller. Moving at the same speed, the higher molecular weight paint would splatter more than a lower molecular weight polymer paint. This is not because of the viscosity or shear modulus, but because of the decreasing elongational viscosity associated with the lower molecular weight. Higher elongational viscosity leads to large roll spatter.
Self-leveling also may be hindered by the viscoelastic nature of the polymer melt. Wanting the coating to create an even surface, the stresses placed in the polymer by the coating technique need to be allowed to relax before application to a substrate. If the polymer is coated onto the substrate in a highly stressed position, the substrate can wrinkle or retract. The key is to understand the stresses placed on the polymer within the coating system at the point of application.
Viscoelastic coating defects
Coating defects associated with viscoelastic forces include curing defects that occur due to the polymer not relaxing prior to curing. This could appear as a mottled look on the coated sheet or retracted polymer against the substrate. If the viscoelastic forces override the viscous-only forces, the coated surface can become fractured and look rough.
In the use of pre-metered coating techniques, care needs to be taken in the slot-die opening when operating the equipment with a viscoelastic polymer. The stresses involved are directly related to the volumetric flow rate of the polymer melt through the system, which in turn is controlled to the cubic power by the slot opening. Therefore, changing the lip opening by 1 unit of measure will affect the stresses on the polymer by a tremendous amount. These additional stresses require more time for relaxation to occur post-application and prior to curing.
External to the slot die, viscoelasticity can develop ribbing defects. Ribbing is a down-web pattern that appears as evenly spaced defects in the coating. In an extreme case, ribbing will present as filaments and fail to relax into a full web coating. One solution for ribbing of polymeric coatings is to adjust the attack angle of the slot die against the substrate – in essence, encouraging the polymer melt to stick to the substrate more than the metal surface of the slot die.
In addition, die swell of a viscoelastic polymer can occur external to the slot opening in pre-metered coating. This can present an edge bead to the coating or simple spreading of the polymer outside the expected coat width. Because the substrate is moving faster than the polymer is exiting the slot die, edge effects are multiplied. To reduce this edge bead, the gap between the slot die and the substrate should be minimized. Decreasing the slot opening can have some effect (by increasing velocity), but the effect will be minimal.
Conclusion
Viscoelasticity is a feature of a given adhesive system that needs to be taken into account when designing a web-coating process, equipment or application technique. The coating window for a viscoselastic fluid is more limited than the fluid with simply viscous behavior. Understanding the controlling equations will help the development of the process, design of the equipment and implementation of the technique for the given application.
References
- Kistler, S.F., Schweizer, P.M., Liquid Film Coating: Scientific Principles and Their Technological Implications. Chapman & Hall, New York (1997).
- Gutoff, E.B., Cohen, E.D., Kheboian, G.I., Coating and Drying Defects: Troubleshooting Operating Problems. Wiley-Inter-science, New York (2006).
- Osswald, Tim A., Polymer Processing Fundamentals. Hanser Publishers, Munich (1998).
Mark Miller, CEO of Coating Tech Slot Dies LLC (Eau Claire, WI), holds a Bachelor’s in Chemical Engineering from the University of Wisconsin-Madison, a Master’s in Polymer Science and Technology from Lehigh University and a J.D. from Hamline Mitchell School of Law. Miller can be reached at 715-544-7568, mobile: 715-456-9545, mark.miller@slotdies.com, www.slotdies.com.