

By Kai K O. Bär, Ph.D., managing director / president, adphos Digital Printing GmbH
The hot-air convection dryers that predominantly are used today in flexographic and gravure printing are energy-intensive and emit large amounts of climate-damaging CO2. The possibilities and alternatives for gas dryers are shown in a quantitative comparison in the area of decorative gravure printing and impregnation.
Introduction
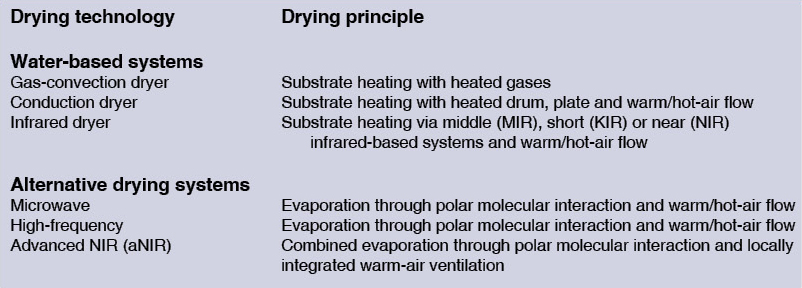
According to the technical-physical definition, “drying” is a solidification of a liquid application by removing the liquid phase. This can be done mechanically (pressing), by reduced atmospheric pressure (vacuum), cold (freeze-drying), heat (thermal drying) or radiation-induced (direct molecular excitation of high-energy radiation). UV or electron-beam systems are not dryers in the sense of the above definition, but they enable radiation energy-related crosslinking processes to solidify specially developed coating recipes (UV, electron beam). The drying technologies mainly used today in the various printing and coating processes, such as gravure printing in the décor sector, are based on conventional drying.
Basics of drying technologies
When the wet-coated substrate is heated and the associated temperature increases from a certain level, the liquid phases begin to evaporate. To achieve drying of the printed or coated substrate, the resulting vapor must be absorbed by means of a suitably designed gas flow (mostly air) and removed in a defined manner (from the substrate and from the dryer). The various drying technologies are shown in Table 1.
Regardless of the mechanism of evaporation – conventional substrate heating or, alternatively, direct molecular interaction with the liquid phase – it is important for these evaporation-based systems that the vapor transport is integrated. The energy requirement of the respective drying system is influenced strongly by the dimensioning, adaptation and execution of the steam removal and is decisive for the achievable energy efficiency. The dryers mainly used today are gas-convection systems in which the gas flow is heated by burning fossil fuels (natural gas or oil). This exothermic chemical reaction generates thermal energy, but also CO2 as a reaction product. For typical natural gas, the CO2 emissions, depending on the burner technology per generated heat output of 1 kW (corresponds to 1 kWh / h), are 0.25 to 0.40 kg / h. When operating a gas dryer with 500-kW dryer output, up to 200 kg / h of CO2 are generated.
Since the beginning of 2021 at the latest, we in Germany have noticed the effects of the so-called CO2 tax on fossil energy and heating systems. If you follow the current development of gas and fuel prices, the present-day CO2 taxation in Germany of 25 €/t CO2 still is very moderate compared to many other countries. The EU currently is planning an approved increase in the CO2 tax to 65 €/t by 2026 as part of the “Green Deal Program.” The ambitious climate goals of the future German government and the calculated damage costs from CO2 emissions, which the Federal Environment Agency recently calculated at 180 €/t CO2, make a significantly more dynamic CO2 taxation appear inevitable in the near future. But how can CO2 emissions be reduced or even avoided?
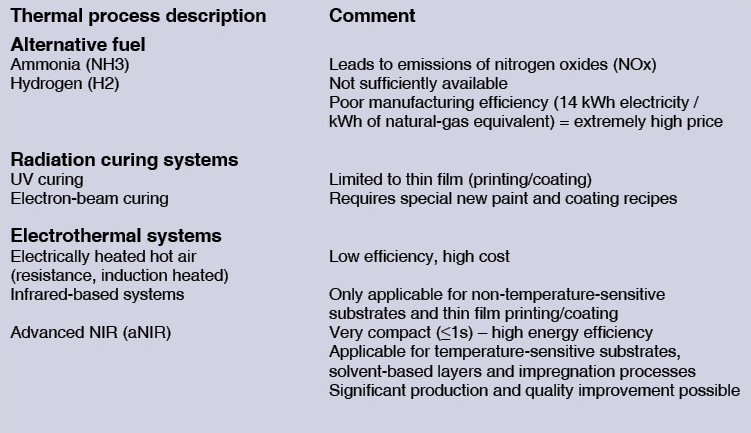
What options or alternatives are there for the respective drying systems that can be used? The answers to these questions are summarized in Table 2. From this reference, it can be seen that the goal of a significant reduction in CO2 emissions can be achieved only with electrothermal process systems. However, this also assumes that the electrical energy for the drying process must come from renewable sources.
Practical examples
A comparison made between gas dryer and aNIR drying technology on a gravure-printing press (number of printing units: four; décor paper width: 2,250 mm; application weight of the water-based inks: 7.5- to 10-gsm is based on the operating data determined in the study, “Energy and resource-efficient digital printing process in the décor industry (2017)” and current internal benchmark studies with various international décor-printing companies.
In all cases, 15 printing machines of various ages (commissioned between 1990 and 2010) were examined. Table 3 shows the results for comparison.
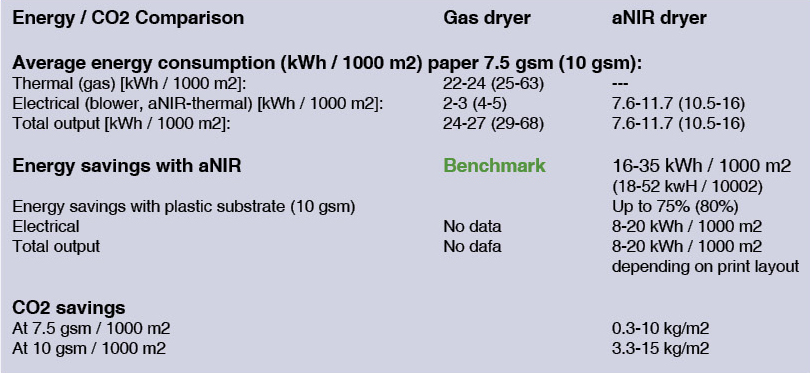
Based on the actual consumption and resulting from the typical production portfolio, energy savings of up to 80% can be achieved with the aNIR technology, depending on the print job (see Figure 1). With small batch sizes and reduced web widths (compared to 2,250 mm width), an even greater energy reduction can be achieved.

From this, it can be estimated that with an electricity / gas price ratio of ≤4, the use of the aNIR system already leads to a neutrality of energy costs. If the costs for CO2 emissions are added, even with an electricity / gas ratio of 5:1, the operating costs for energy for the aNIR driers are the same or lower. In addition, the aNIR technology significantly reduces the waste rate, because the dynamic working method and the very compact dryer design reduces the required web length in the gravure-printing press by almost 7%. In addition to lower operating costs and an improved ecological balance, the compact aNIR technology is characterized by reduced space requirements and low weight. It also reduces the overall complexity on a gravure press. In relation to these advantages, the investment required for an aNIR-based gravure-printing machine is very low. Modernization and upgrade measures often can pay for themselves after a short time.
Impregnation process
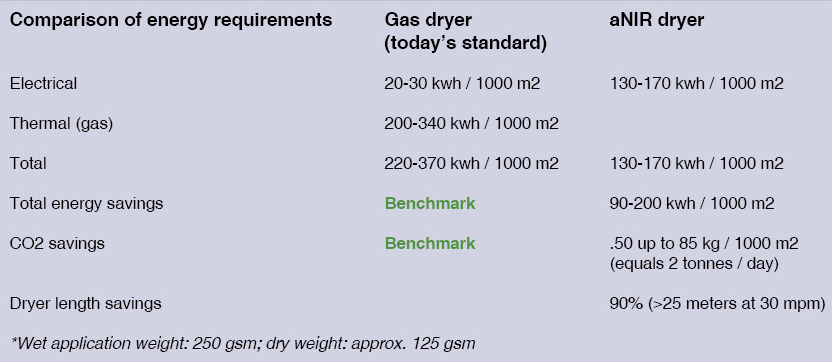
In addition, energy comparison data already are available for the impregnation of decorative products from practice. These are listed in Table 4 for a comparison of gas dryers and aNIR dryer solutions. Like the drying comparison in gravure printing, the impregnation process results in high double-digit savings in energy requirements and even greater savings potential in terms of CO2 emissions (up to 85 kg/1000 m²). Possible dryer-length savings of up to 90% compared to gas dryers, justify the retrofitting potential to increase productivity for already installed impregnation channels.
Conclusion
Gas dryers installed in decorative gravure-printing presses emit considerable amounts of CO2, which can reach up to 100 kg / 1000 m2. Realistically, CO2 emissions can be reduced to a large extent only through the use of electrothermal drying systems. With advanced NIR (aNIR) technology, no primary CO2 emissions arise during drying. With aNIR, productivity and process quality for printing, lacquer and impregnation applications are improved significantly. The available aNIR-based dryer solutions enable cost-neutral dryer operation – despite a high electricity / gas price ratio.
Kai K O. Bär, Ph.D., managing director/president, adphos Digital Printing GmbH (Bruckmühl, Germany), graduated as Dr.-Ing. (with award) in Mechanical Engineering at the RWTH Aachen (Germany). He is one of the founders of IndustrieSerVis GmbH (legal predecessor of adphos) and Entrepreneur of the Year in 1998 (Germany). Before that, Dr. Bär was the leader of the business segment, High Temperature Technology and Installations, at IABG (Ottobrunn, Germany). He also was responsible for the Technology-Program, HERMES-Heatstructure-Tests (the European space shuttle program). Dr. Bär can be reached at +49-8061-3950, email: info@adphos.de, www.adphos.com.