
By Mark Miller, CEO, Coating Tech Slot Dies LLC

In the world of coating tapes and labels, we need to be aware of adhesive and cohesive effects, rheology limitations, equipment capability and interfacial interactions. Of particular interest is the interaction of silicone release liners and adhesive coating. Specifically in slot-die coating, how does the adhesive release from the equipment, adhere to the low surface-energy substrate, laminate to a higher energy substrate and then form a final product for use? We will walk through the material and equipment considerations when it comes to slot-die coating of pressure-sensitive adhesive tapes and labels.
Introduction
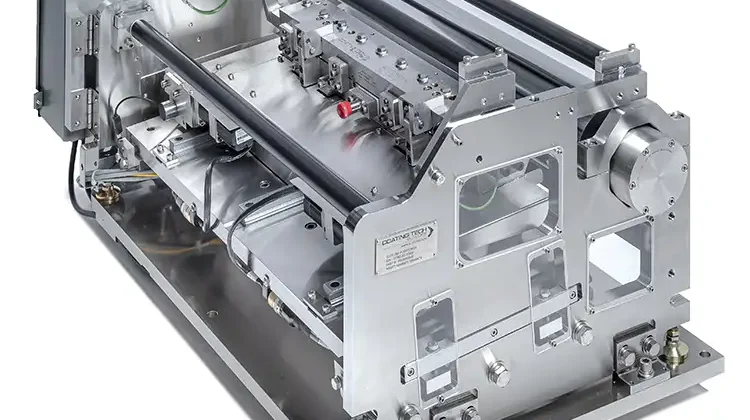
Pressure-sensitive adhesive products typically are coated paper or films with a rubber or acrylic adhesive, tackified for “thumb appeal.” While this product seems relatively simple, the process conditions and chemistry behind it are quite complex. We need to consider the rheology of the adhesive to make sure it is processible, the molecular weight to make sure it is stable, and the coating temperature and curing temperature to make sure the adhesive is stable in the final product form. In addition, while we balance rheology, molecular weight and curing, we also need to make the pressure-sensitive adhesive product economically – wide, fast and in one pass (see Figure 1).
Material considerations
So, let’s take each material consideration one at a time.
Rheology: The flow study that you just completed on the adhesive should provide you with shear rate vs. viscosity data from 1-10,000 1/sec shear rate to understand how the normal forces on the adhesive flow will affect the behavior of the adhesive. A rheological study always is the first step in product and process analysis (that’s why I assumed you completed this study). This information also provides an understanding of the viscous portion of the adhesive (G’’) and the elastic portion of the adhesive (G’). This understanding will give you a feel for how “rubbery” the adhesive is, which leads to an understanding of how thin the adhesive can be coated, what speeds the equipment can run at and how much the material will induce wrinkling or curl defects in the coating, laminating and other downstream converting processes.
Molecular weight: Narrow or wide? That is the question. The molecular weight of the adhesive is the backbone of the material processing capability. With additives such as oils, tackifiers and antioxidants, the adhesive molecule can be more branched or entangled, which can alter the processability of the polymer. The additives also can create areas of weakness in the final formed polymer matrix, leading to cohesive or adhesive failure. What works best for the product performance should be the starting point, but the ability to process the polymer through the pumps and slot-die coating head should be modeled to verify capability.
Curing: Whether the adhesive is 100% solids hot-melt coated or lower-percent solids solvent-coated, the final solid state of the adhesive prior to lamination should be stable. In a lot of cases, the adhesive will continue to cool or cure after the initial coating and curing process, so understanding (dynamically) what is occurring during the converting stages is important for the economics of the product.
Equipment considerations
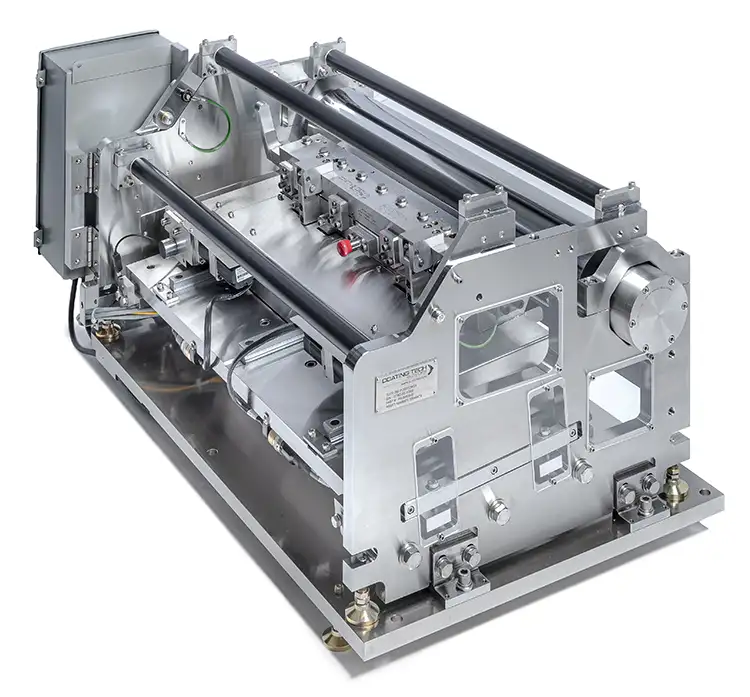
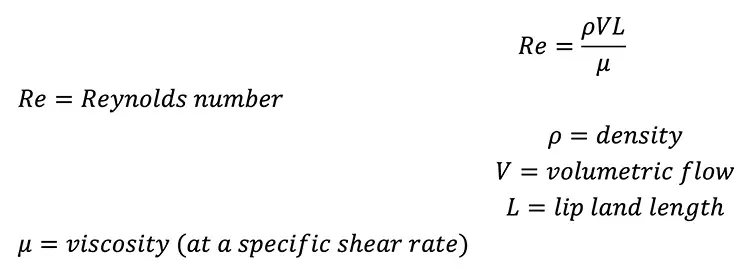
Once you have the material considerations under control, the key is making sure the equipment can coat the adhesive at an economical speed of production (see Figure 2). The input data to the coating model includes the balance of forces internal and external to the coating head. In all cases, the forces to consider are fighting the viscous forces to develop a stable coating, which is why rheology data is so critical. In slot-die coating, the internal flow should be stable and laminar, which leads us to look at the Reynolds number (see Equation 1).
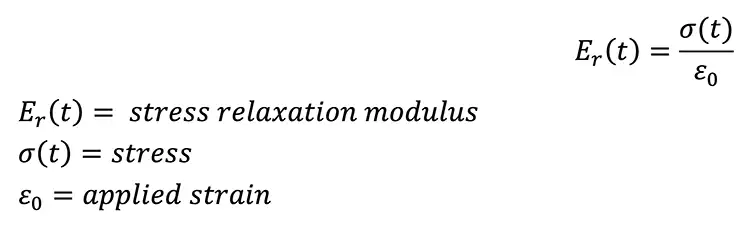
Keeping the Reynolds number below 2,300 will lead to stable, laminar flow. We want to do this laminar flow while keeping reduced stress on the polymer. Larger lip openings lead to reduced stress, while decreasing lip gaps provide more shear and lower viscous character. External to the slot die, we need to make sure the adhesive has enough cohesive strength to maintain stability within the coating bead. The cohesive strength of the adhesive compensates for the viscous force exerted by the pulling action of the web. The adhesive will fill the die to substrate gap and elastic forces will respond if under pressure. This can be measured with a stress relaxation test (the same curvature at various temperatures, simply shifted by response time) (see Equation 2).
There is a measurable time it takes for the stresses to relax. These times are greater at lower temperatures.
Once the equipment is operating optimally to coat the adhesive onto either permanent substrate or the release liner, the lamination step occurs. The critical concerns during lamination are web handling and tension control for alignment of the substrate and maintenance of this alignment through the nip point. Once the lamination occurs, we need to be concerned about the forces involved in opposing the new 3-layer construction of the permanent substrate, adhesive and release-liner substrate. The winding and handling forces can provide stresses to delaminate the construction during the later converting processes such as diecutting, matrix removal, etc.
Conclusion
Pressure-sensitive adhesive-coating provides a great product for many applications, which is a blessing and a curse. What a consumer wants is a product label that can be applied to multiple surfaces and provides an optimum temporary use, but doesn’t fail before, during or after use. As we have discussed, this leads to understanding how to design the adhesive polymer, set up the equipment properly, and test the cohesive and adhesive strength of the final product. Having this holistic approach to the product development can lead to improved performance of the product and best use of the equipment.
References
- Kistler, SF, Schweizer, PM, Liquid Film Coating: Scientific Principles and Their Technological Implications. Chapman & Hall, New York (1997).
- Gutoff, E.B., Cohen, E.D., Kheboian, G.I., Coating and Drying Defects: Troubleshooting Operating Problems. Wiley-Inter-science, New York (2006).
Mark Miller, CEO of Coating Tech Slot Dies LLC (Eau Claire, WI), holds a Bachelor’s in Chemical Engineering from the University of Wisconsin-Madison, a Master’s in Polymer Science and Technology from Lehigh University, and a J.D. from Hamline Mitchell School of Law. He has worked at 3M Co., and Coating Tech Slot Dies. Mark can be reached at 715-544-7568, mobile: 715-456-9545, mark.miller@slotdies.com, www.slotdies.com.