
By Anna Marie Dijk-van Delden, technical service mgr., Royal Avebe
Within the packaging sector, environmental concerns and consumer expectations are driving forward the demand for renewable and biodegradable packaging solutions. Paper and board are excellent packaging materials, but their porosity and absorbance need to be overcome with the use of barriers. This firm’s novel sustainable barrier starches meet the current PFAS-free requirements for barriers in food-contact paper and boards, such as OGR paper & board or mineral-oil barrier board. However, there remains a requirement for a sustainable, renewable and biodegradable barrier material that also is sealable.
Editor’s Note: This technical paper is based on the author’s presentation at the Specialty Papers US Conference, held in October 2021 in Milwaukee, WI. More info: https://www.smithers.com/industries/materials/paper
Sustainable barriers
Starch is a polysaccharide consisting of D-glucose units. Regular starch is composed of two different forms of macromolecules: amylose and amylopectin. Amylose is a linear or sparsely branched carbohydrate based on α-(1,4) bonds while amylopectin is a highly branched carbohydrate with both α-(1,4) bonds and α-(1,6) bonds, where the latter is the starting point of a branch. Instability of starch solutions and gelation are very often related to interaction of the linear amylose chains in starch solutions. To stabilize such solutions, starch must be extensively chemically modified. Using selected breeding, this firm has developed potato varieties which contain only pure amylopectin starch, also often referred to as “waxy” starch. Being devoid of linear molecules, starch solutions from amylopectin have a different appearance with higher clarity and better stability. Moreover, potato starch has a much lower content of contaminants coming from lipids and proteins, making it an excellent source for the development of barrier materials.
The use of fluorochemicals has raised public concerns due to their tendency to bioaccumulate and suspected health and environmental risks. Therefore, the industry is developing barrier systems to impart oil and grease resistance to a paper or board substrate without the use of fluorochemicals. Systems with a polyolefin film laminated to paper or board are well known. However, such a system has the disadvantage of higher cost due to the additional lamination process after papermaking and, secondly, poor recyclability of the laminate. Other barrier compounds may be based on synthetic polymers applied onto the paper sheet using conventional coating techniques. However, these materials are petroleum-based and raise the carbon footprint. As the industry is looking more and more to improve sustainability aspects while maintaining good recyclability, there is an opportunity for naturally derived materials as barrier materials.
Starch is a highly hydrophilic material and forms, due to its composition, a natural barrier against the penetration of hydrophobic substances, such as oil and grease, aroma compounds, contaminants or oxygen. However, to obtain barrier paper or board, the starch must form a continuous film which fully closes the surface. Due to the excellent film formation and increased film flexibility compared to regular starch, this firm developed sustainable barrier starches derived from amylopectin potato starch to eliminate the use of fluorochemicals in oil- and grease-resistant paper and board.
Oil and grease resistance generally is measured according to TAPPI T559 (Kit value). This method often is used to assess the oil and grease resistance of fluorochemical-treated papers and board. The oleo-repellency is tested with a series of numbered reagents, varying in surface tension and viscosity. However, when fluorochemicals are eliminated from the coating, the surface tension is no longer reduced, and we believe that although TAPPI T559 still can be used for PFAS-free coatings, it is no longer the preferred method.
So, for assessing oil and grease resistance, a test has been developed based on ASTM F119. This test method provides standard conditions for determining the rate of grease penetration of flexible barrier materials and measures the time needed for an oil or grease to penetrate through the material. Within our company, the penetration of olive oil is assessed upon storage in an oven at 40° C. Because this test can take quite some time, an alternative is a so-called Fat-Kit: a Cobb test using fatty acids or vegetable oils instead of water. In this test, the uptake of the testing solution combined with a visual assessment of the barrier material is measured. Next to the testing substance the contact time and/or testing substance temperature also can be used as a variable to assess oil- and grease-barrier properties.
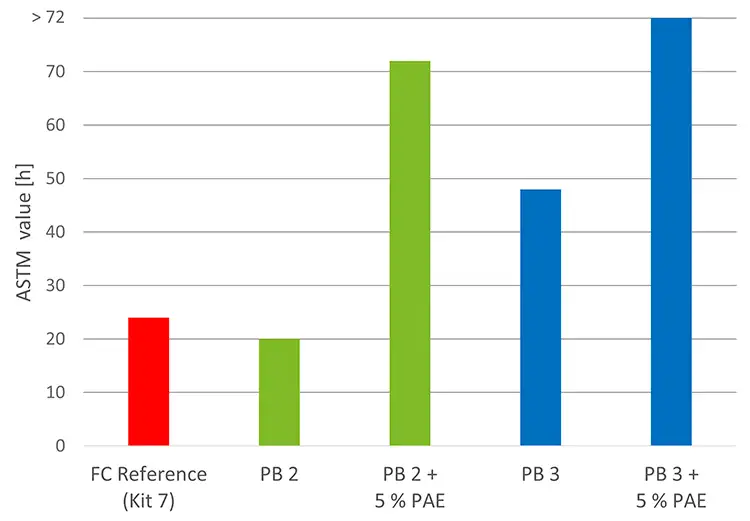
The oil- and grease-barrier properties of two of our sustainable barrier starches are demonstrated in the following experiment in which the barrier coatings are applied onto fast-food paper in one pass using a conventional size press resulting in an add-on of approximately 2.5 gsm. The evaluated sustainable barriers are characterized as a plant-based barrier type 2 (PB 2) or a type 3 (PB 3). In this case, all barrier coatings have been applied in a single layer, but it may be clear to the people in the field that application in multiple layers will result in reduction of the total coatweight.
The results summarized in Figure 1 show that good oil and grease resistance can be achieved, when applying a barrier layer using PB 2 or PB 3. In this particular case, the fluorochemical-based system gave a resistance of 24 hrs before oil spots were observed on the opposite site of the paper. Using PB 2, a similar resistance was observed. With PB 3, an amylopectin starch with a different modification but comparable viscosity, the resistance was even better compared to the fluorochemical-based system. In combination with selected types of paper chemicals such as polyamidoamine epichlorohydrin resin (PAE), the performance can be further optimized.
Starch-based barriers often are perceived as sensitive to water or moisture, which reduces their performance. Due to the chemical interaction of extenders such as PAE with the starch, not only is the oil and grease resistance improved but also the starch-based barrier layer has become less sensitive to water or moisture. Other additives can be included with such a system. For example, the addition of alkyl ketene dimer (AKD) reduces the water uptake, which is an advantage in fast-food packaging applications, but it also can reduce stain formation when in contact with oil. Although the oil may not penetrate through the paper, it may give some staining. When using PB 2 or PB 3 in combination with AKD, stain formation can be significantly reduced compared to the fluorochemical-treated reference paper. PB 3 alone gives less stain formation.
Sealable, sustainable-barrier coating
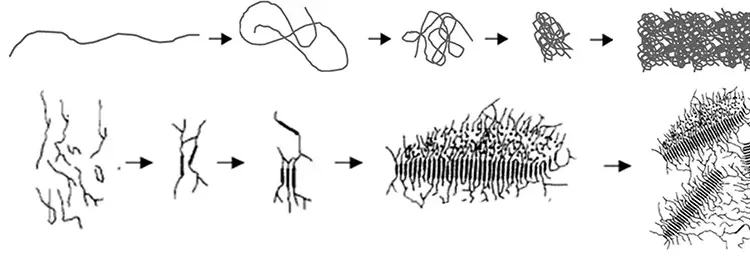
Based upon enzyme technology, we developed a starch which can replace gelatin in food applications. By combining this starch with modified-amylopectin starches, a novel very fast-setting, starch-based adhesive is obtained, as of now referred to as sustainable barrier adhesive. The foundation for this fast-setting is based upon a different bonding mechanism than traditional starch-based adhesives. Traditional starches (see Figure 2a) are available in different modifications and, for adhesives, mainly viscosity-stable starches are used. Such a starch is, for example, a hydroxy propylated starch ether. In water, these types of starches dissolve and extend well. Once applied, the water diffuses away into the substrates and by this the polymer-polymer interactions increase and continue to increase until a largely amorphous film is obtained, consisting of multiple starch molecules.
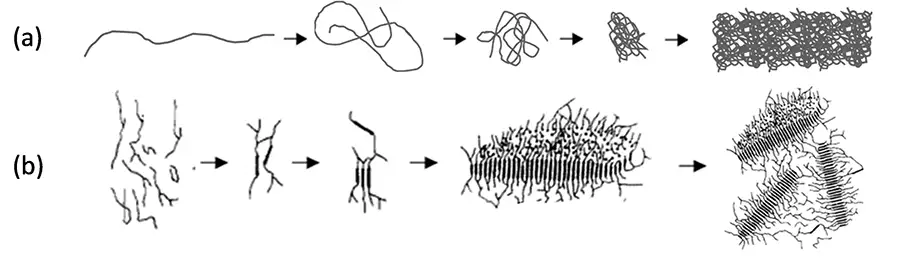
Depending on the degree of hydroxypropylation, some crystallization also occurs. Our PB range shows a comparable bonding mechanism. The sustainable-barrier adhesive (see Figure 2b) starts with the same structure, a completely dissolved and extended starch. Once the solution is applied, the product starts to gel by forming junctions of discs as shown in the second and third drawing, then longer chains connecting the discs to each other, finally resulting in clusters. The water is located between the discs; in fact, it is captured there. Once the adhesive film is formed, over time the captured water slowly migrates into the substrates. So, with this mechanism, the water mainly is captured within the structure and does not need to be evaporated or migrated into the substrates as with a traditional starch solution before the adhesive sets.
The sustainable barrier adhesive is very versatile; next to being very fast-setting it also shows excellent barrier properties and heat-pressure sealability.
Barrier properties
When applying a coating of the sustainable barrier adhesive on a substrate such as paper or board, it results in a flexible, transparent film after drying, showing excellent barriers against oil, grease and oxygen.
The OGR-barrier properties are demonstrated with the following experiment. Paper with no barrier properties of its own is manually coated using an applicator to give 5-gsm sustainable barrier adhesive. The coated paper subsequently is dried in an oven of 105° C for 90 secs. Experience has shown that when using manual application, a higher coatweight is required to obtain the same results as with an industrial-application system, such as a conventional size press; a reduction of 50% in coatweight compared to a manual application is quite standard.
The coated paper is evaluated with a Kit test and a Fat-Kit test as described above; the contact time in the Fat-Kit is set to 45 secs (analog to a standard Cobb60) with 25° C testing solutions. For a Fat-Kit pass, the following criteria are set by this firm: the weight absorption must not exceed 10% of sheet-weight base sheet, and the visual absorption must not exceed 25% of the total exposed area. The Kit test showed a value of 12 and the Fat-Kit a pass for octanoic acid (Fat-Kit 11) and various vegetable oils, including sunflower, olive, rapeseed, corn or soya.
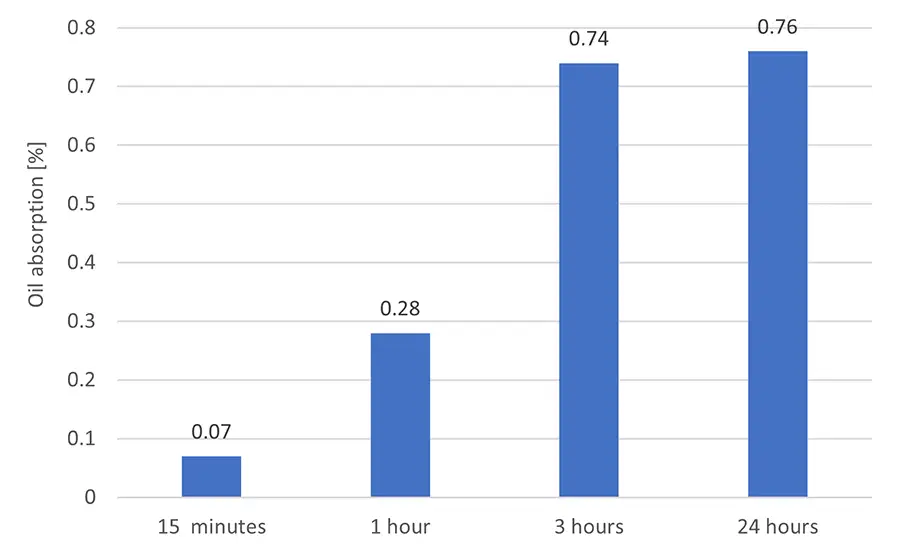
To demonstrate long-term OGR-barrier efficacy, a 250-µm film of the sustainable barrier adhesive is soaked in sunflower oil at 25° C and the absorption followed in time. Results are shown in Figure 3. The maximum absorption is less than 0.80% and reached around 3 hrs, while continued immersion until 24 hrs shows no significant increase.
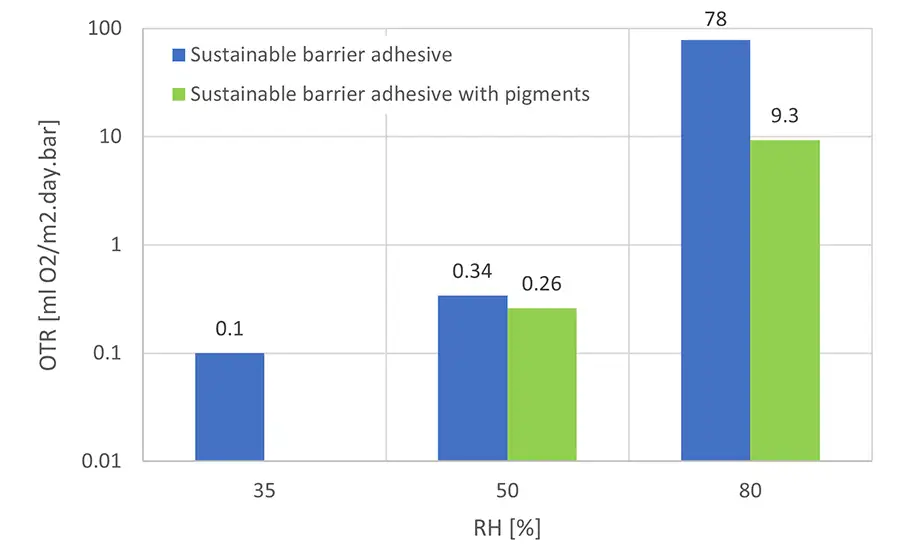
The oxygen transmission rate (OTR) for a 50-µm coating has been measured by the University of Hasselt (B) using a MOCON. Addition of pigments can tune the oxygen-barrier properties for higher relative humidity (RH). In this example, Barisurf HX is added in a 1:1 ratio (dry on dry) to the sustainable barrier adhesive. Results are summarized in Figure 4. Until a RH of 50%, the sustainable barrier adhesive shows excellent barrier to oxygen transmission. Despite the use of pigments, the OTR value at 80% RH remains insufficient; however, the decay in OTR compared to 50% RH is much less, indicating that the border to insufficiency is more on the higher RH side than with sole use of the sustainable barrier adhesive.
Heat-pressure sealability
A coating of the sustainable barrier adhesive on a substrate such as paper or board can be activated by a combination of heat and pressure. Unlike many other starch adhesives, no additional moisture is required.
For heat-sealing with the sustainable barrier adhesive, a significant higher add-on is needed than for obtaining barrier properties. As for barrier properties, it is important that the sustainable barrier adhesive closes the surface of the substrate without too much penetration in the paper because heat-sealing penetration to a certain degree is needed to anchor the adhesive layer on the substrate. An optimal balance between anchoring and availability of the adhesive onto the paper to create a bond will result in the lowest add-on required for a specific paper. Anchoring and sealing availability can be steered with application settings and dry solids content of the sustainable barrier adhesive.
The following example demonstrates the effect of application settings and dry solids content. With a conventional size press, paper was coated with variable amounts of sustainable barrier adhesive by variations in dry solids content, blade angle and blade pressure. The heat-pressure sealability of the coated papers was determined by sealing coated-side-to-coated-side with an ultrasonic closing device set to a temperature of 130° C and a pressure of 4 bar with a sealing time of 0.70 sec. Results are shown in Table 1. Reported seal strength is the average of 10 measurements.
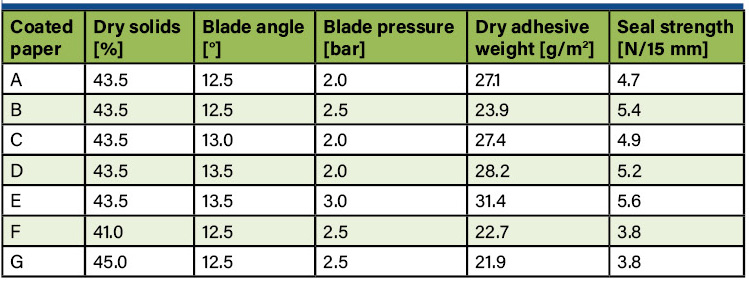
Coated papers A up to E show that, independent of the dry adhesive weight, an increase in angle of the blade (A;C;D) or an increase in the pressure of the blade (A;B and D;E) results in a higher seal strength.
The effect of viscosity and/or the dry solid of the adhesive on the seal strength is shown by coated papers B, F and G. Coated paper B seems to give the optimum balance between anchoring and sealing availability. A decrease in viscosity / dry solids (F) or an increase in viscosity / dry solids (G) results in lower seal strengths.
With exception for coated paper B, a higher dry-adhesive amount shows a higher seal strength. Although showing second highest seal strength, coated paper B seems to give the optimum balance between anchorage and sealing availability. Of course, the outcome will be influenced by the paper and/or the application system used, but this example clearly shows the importance of balancing anchoring and sealing availability to reduce dry-adhesive weight.
Conclusion
With the sustainable barrier starches, PFAS-free OGR paper and board can be produced without sacrificing performance. The use of the sustainable barrier adhesive results in the same efficacy against oil & grease or oxygen but with an adhesive film that can be activated by applying heat and pressure.
References
L. Averous, “Biodegradable multiphase systems based on plasticized starch: a review,” J. Marcomol Sci. C., vol. 44, no. 3, pp. 231-274, 2004.
F. Reuther, et al, “Structure of maltodextin gels – a small angle X-ray scattering study,” 1983.

Anna Marie Dijk-van Delden, technical service mgr.-Paper and Industrial Specialties for Royal Avebe (The Netherlands), holds a Bachelor of Science degree. She began her career in 1991 at Scholten Lijmen BV where she developed hot-melt, sealant, and water-based adhesives for numerous applications. Anna Marie joined Avebe in 2003, developing starch-based adhesives for the paper-converting market. In 2017, she became technical service manager. Anna Marie can be reached at +31-62-959-5225, email: annamarie.van.delden@avebe.com, www.avebe.com.