
By Scott Zwierlein, coating process engineer, Delta ModTech
Roll-to-roll slot-die is becoming the industry standard for coating battery electrodes. Not only can slot-die achieve amazingly thin, wet coatings of less than 2 microns; it yields little to no waste and provides better uniformity and precision compared to other coating methods. But with the growing dominance of the lithium-ion (Li-ion) battery, it actually is the latest developments in slot-die’s patch-coating capability that may revolutionize the industry. By making clean, uniform and accurate breaks in the coating process, battery manufacturers can eliminate both waste and downstream processing, driving production costs down considerably.
Editor’s Note: This technical paper is an extension to the author’s article, “Slot-die coated electrodes: Achieving the highest quality anode and cathode coating.” (See the 2022 Q2 issue, page 46.)
Introduction
The era of the lithium-ion (Li-ion) battery has arrived. Since its first commercial use in the early 1990s, the proliferation of this energy-storage technology has been staggering, with applications in everything from electric vehicles (EVs) to portable consumer electronics to myriad appliances, devices and other emerging technologies. Moreover, for the foreseeable future, it’s unlikely that a new energy alternative will replace the Li-ion battery. That said, when it comes to manufacturing Li-ion batteries efficiently, challenges still remain.
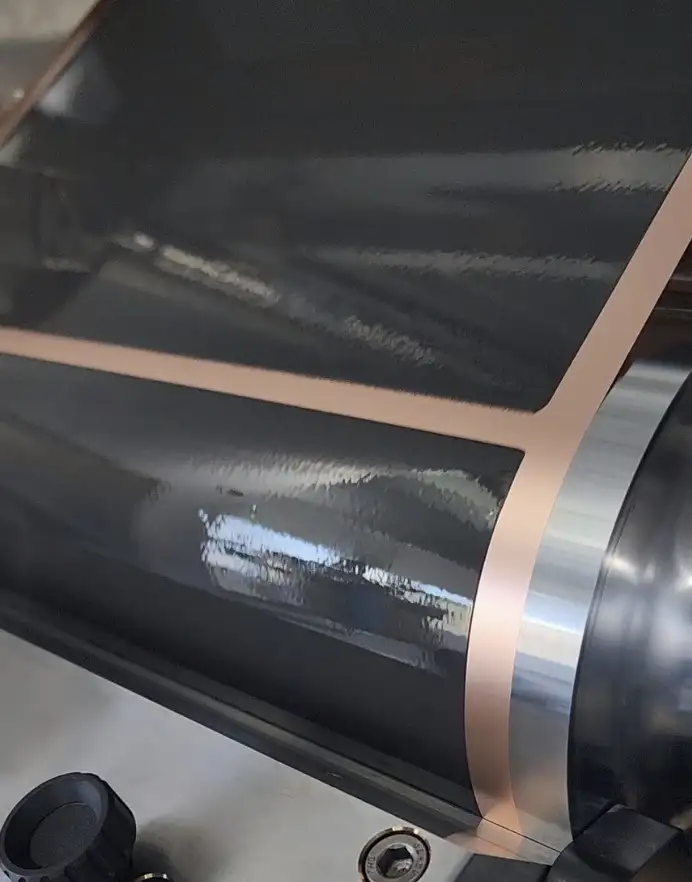
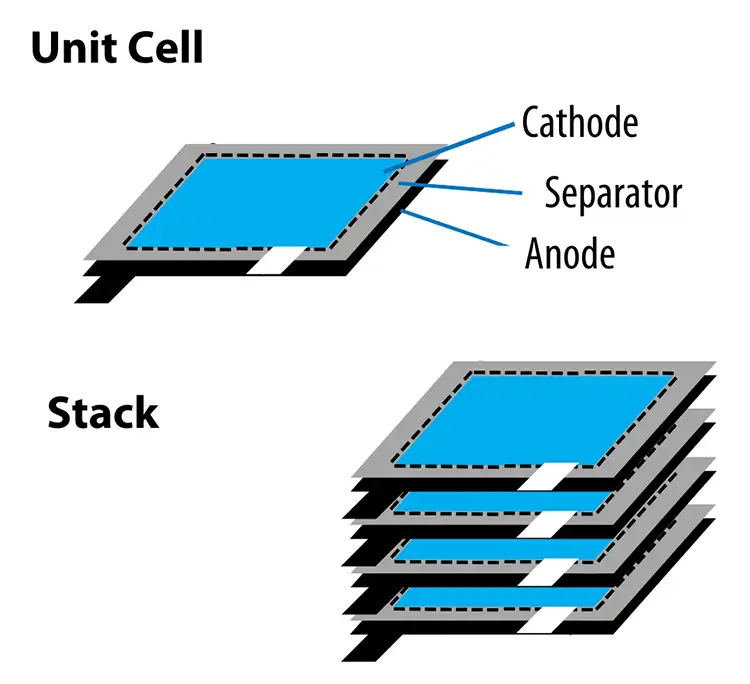
The roll-to-roll (R2R) converting industry has played a key role in meeting some of those challenges, especially in the realm of battery-electrode coating. More specifically, slot-die has become the preferred coating method thanks to a number of inherent advantages. But the latest developments within this coating method, namely highly accurate and repeatable patch-coating, could have a transformative effect on Li-ion battery production (see Figure 1).
Slot-die’s superior performance sets the stage
In the following, we’ll discuss slot-die’s key advantages, then turn to patch-coating – what it is, why slot-die ideally is suited to provide it and how it solves a significant challenge in Li-ion battery production. We’ll also describe the technological advances that have enabled a new-generation of high-performance patch-coating capabilities.
The demand for smaller, higher-energy Li-ion batteries has intensified the need for thinner coating layers that must be just as accurate and precise as their thicker counterparts. At the same time, the commodification of Li-ion batteries is making cost-efficiency a top priority.
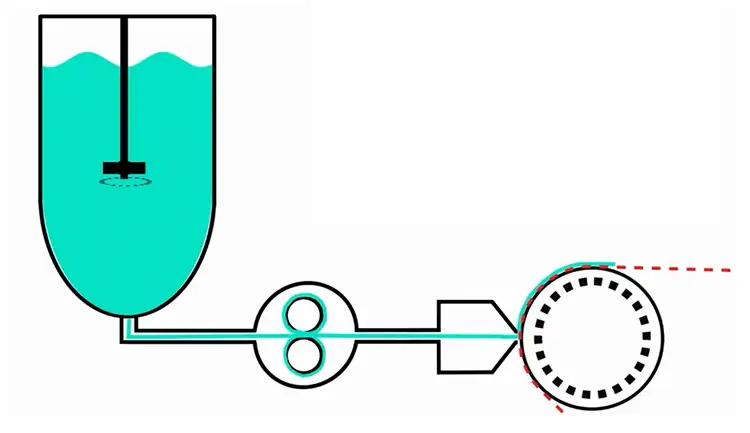
It is for these and related reasons that slot-die is becoming the preferred coating option for Li-ion battery production. Slot-die is a volumetrically pre-meteredcoatingsystem, which means it dispenses an electrode coating, or slurry, onto a current collector substrate in a pre-metered volume that is equal to the desired coating thickness. To change the thickness, you just adjust the pump (see Figure 2).
Other coating options do exist; in particular,mechanically metered coating systems, such as knife-over-roll, comma-roll and reverse-roll coating. These function by employing two mechanical surfaces, i.e., rollers, to create a gap equal to the desired coating thickness. The coating floods the substrate surface as it moves through the gap. To change the thickness, you mechanically adjust the spacing between the two rollers.
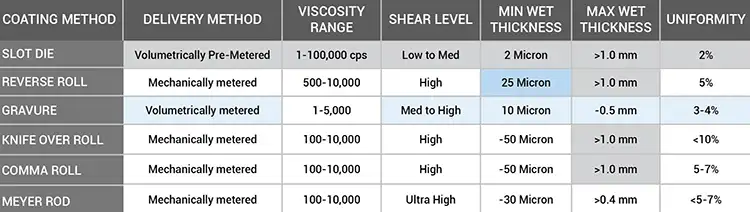
In this process, however, excess coating must be wiped away, making mechanical coating fairly wasteful. More importantly, these coating systems have difficulty meeting the demanding requirements for thinner coating layers. Thus, slot-die’s quality and performance in critical areas such as the following give it a clear edge over mechanical coating systems (see Table 1 for more details):
Thinness: The slot-die process enables minimum wet thicknesses of 2 microns, far exceeding the various mechanical-metering coating systems.
Uniformity: A slurry that is volumetrically pre-metered and dispensed directly through the slot-die head produces minimal down-web thickness variation and exceptional cross-web uniformity.
Shear: Slurry coatings contain microscopic, jagged particles that can increase shear, which is the grinding of the fluid upon itself. This abrasiveness can cause significant wear on mechanical-metering systems. Slot-die, however, dispenses the slurry directly through the slot-die head and onto the substrate, thereby eliminating the grinding action.
Defect reduction: The slot-die head is further from the roller than mechanical-metering systems, usually two to five times the wet-coating thickness. Given the slurry’s coarseness, this reduces the chances of a stuck particle creating streaks or other defects. With a slot-die head, the most you get is a spot defect.
Why reliable patch-coating is so important
Thus far, we’ve discussed slot-die’s advantages in the context of continuous coating, but what we haven’t addressed is how slot-die ideally is suited for patch-coating (also known as skip coating, pattern coating or intermittent coating).
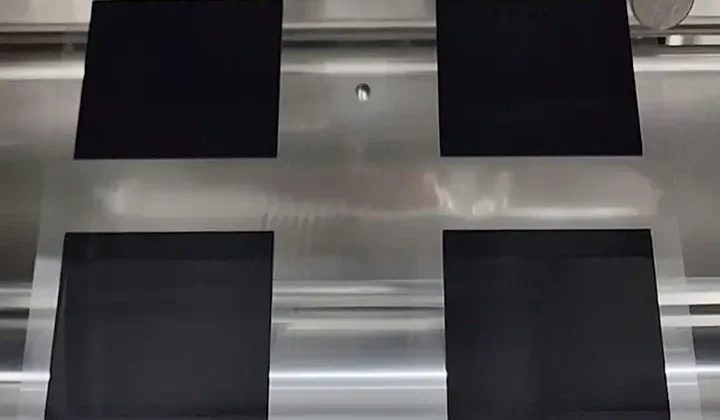
Patch-coating involves starting and stopping the coating process to create intermittent sections of substrate without coating. More specifically, patch-coating done effectively requires that the coating be applied uniformly and accurately in all directions and then, for a brief moment, the coating process pauses to create a perfectly clean break in the coating. The process then resumes just as if the slurry was being applied continuously – until the next triggered break.
Importantly, the edges must be free of any coating to properly conduct current. However, without a reliable patch-coating system, a continuous coating must be applied – and that means those edges unavoidably will need to have dried slurry removed.
Given this manufacturing dilemma, let’s now consider the pivotal advantages that emerge when, instead of a continuous-coating process, a manufacturer has an effective patch-coating system:
You eliminate downstream processing and improve efficiency. Without the benefit of patch-coating, manufacturers must remove a portion of the continuously applied coating material from the edges of the copper and aluminum foils. This requires a downstream processing step in which the unwanted coating is scrubbed or lasered away. Obviously, this adds significant time and cost to production – exactly the kind of step manufacturers are looking to eliminate to boost process efficiency.
You generate little to no coating waste. Coatings are expensive, so wasting any in the manufacturing process is money lost. With reliable patch-coating, you not only remove a downstream step; you also eliminate the material waste involved with that step. Now you are using all of that high-cost coating in the actual working part of the battery cell.
You improve safety. Let’s not forget that Li-ion coatings, at least for the time being, contain hazardous materials, such as lithium, cobalt, nickel and N-Methyl pyrrolidinone (NMP). By incorporating patch-coating into the process, manufacturers actually do more than increase process efficiency and productivity. Without the need to remove excess coating – which also means handling it and disposing of it – you eliminate a safety hazard to operators and others.
Quality must precede efficiency
To be clear, implementing patch-coating for Li-ion battery production has no significance to manufacturers if it means sacrificing coating quality in the critical areas discussed above, such as thinness and uniformity.
We already know that slot-die can meet the ever-increasing quality demands for Li-ion battery coating, but what’s especially compelling about slot-die is that its volumetric pre-metered system makes it perfectly suited for patch-coating. A major reason is that with slot-die, when you stop the slurry flow and then restart it, the slot-die head immediately dispenses the exact amount of fluid needed.
We’ve discussed the various ways that mechanical-metering systems fail to meet the increasingly stringent quality standards for Li-ion batteries. Even if these systems could meet those standards, mechanical-metering is ill-suited for delivering the high-quality patch-coating that Li-ion batteries require.
Imagine a hopper of coating material used in a mechanical coating system. Yes, you can stop the flow suddenly, but when you restart it, you cannot regulate an exact flow rate. That means you simply cannot produce the kind of high-quality patch-coating necessary, particularly for Li-ion batteries.
What it takes to achieve effective patch-coating
The improved efficiency and cost-savings that come with incorporating patch-coating are significant. Manufacturers also need to understand what it takes to achieve an effective patch-coating system, because the effort is not without its own challenges. Fortunately, several supporting technologies in key performance areas such as the following have enabled a new level of patch-coating capabilities:
Coating uniformity: Continuous cross-web and down-web mass-measuring gauges can be used to fine-tune the coating thickness uniformity in real-time. Ultrasonic, X-ray and beta-radiation gauges commonly are used in this capacity.
Dimensional accuracy: Currently, dimensional accuracy of +/-1 mm is the target, but that could get tighter. Slot-die already has proven to be effective at maintaining accurate width dimensions, but the challenge has been to maintain an accurate length for both the coated patches and the non-coated area between those patches (see Figure 4). Through the use of high-resolution encoders to monitor the web length down to micrometers and servo-controlled actuators to manipulate the fluid flow in milliseconds, it now is possible to maintain dimensions to less than a millimeter.
Repeatability: For quality control, it’s critical to not only know that the dimensions of each patch meet specifications but also to flag parts for removal downstream before they’re incorporated into a battery. That need now can be met with in-line high-resolution scanning cameras that measure each coating patch’s length and width. That information then is fed back to the machine to make corrections automatically.
Backside registration: Li-ion batteries typically require electrodes on both sides of the current collector, or foil. This requires registering the backside patches of coating to those on the frontside. Fiber-optic detection of the frontside patch is used to trigger the start of a backside patch. Then, by using dual high-resolution cameras that look at both sides of the web, the registration can be fine-tuned to tolerances within 1 mm.
Tandem-coating systems for coating both sides: To increase yields and minimize material handling and downstream coating, machine manufacturers are building tandem-coating systems. This enables one side to be coated, dried and measured. That side then is reversed, allowing the other side to be immediately coated, dried and measured. With this process at the end of the machine, you are winding up rolls of finished product that are fully measured and ready for the next step in the battery-making process.
Conclusion
Incorporating patch-coating into the Li-ion battery-production process creates opportunities to improve efficiency, increase throughput, decrease waste and save money. The manufacture of Li-ion batteries is fast-becoming a commodity-driven industry. That means competition within the Li-ion battery sector likely will grow more and more fierce. Li-ion battery manufacturers that leverage the latest advances in slot-die’s patch-coating capabilities can gain a significant edge. More specifically, they can position themselves to not only cut production cost margins but also meet the increasingly rigorous standards of the Li-ion battery field overall.
Scott Zwierlein, coating process engineer for Delta ModTech (Ramsey, MN), works directly with customers to develop solution-based coating and drying equipment. With 23 years of coating-engineering experience, he has worked with customers in a range of industries, including batteries and capacitors, fuel cells and medical parts. Scott’s background includes both engineering and R&D. He studied Chemistry at the University of Pittsburgh. Scott can be reached at 844-432-9254, email: szwierlein@frontiercoating.com, www.deltamodtech.com.