

By Michael Pappas, president, Catbridge Machinery
Abstract
In-line slitting and rewinding can provide benefits for a variety of applications. By integrating a slitter/rewinder in a process line, manufacturers can streamline operations and gain efficiency. There are limitations to consider, however. To determine if in-line slitting/rewinding is viable, manufacturers must look at parameters including line speed, product thickness, product quality and slit width. The line also should have a backup primary winder that can be used for broader converting work. Additionally, the in-line slitter/rewinder must be equipped for continuous operations. Turret rewinders are a good choice, offering a cantilevered design and numerous automated systems such as automatic core loading, auto-tabbing, and auto-cutoff and transfer.
Introduction
Oftentimes slitting and rewinding are done on an off-line, stand-alone machine. Off-line slitting offers speed and versatility, producing a wide variety of rolls for a wide variety of materials. Off-line slitting also offers flexibility in production scheduling, and it facilitates short-run jobs.
In certain situations, however, it makes sense to include slitting/rewinding within a process line. In-line slitting/rewinding can, with the right features and setup, deliver favorable production rates. In-line slitting/rewinding also eliminates the extra step of sending materials to the converting department. This means time savings, labor savings and less startup waste.
An in-line slitter/rewinder can be added to different types of lines that produce web materials. Generally, the lines produce rolls requiring a lot of changeovers, and the slitters are highly automated. Finished rolls are on the smaller side and have shorter lengths.
Some products are better suited for in-line slitting/rewinding than others. Building and construction products work well. They are thick, with short roll lengths requiring lots of transfers. Tapes also can work well when making logs or wide cuts. Additionally, thicker nonwovens are good candidates in process lines using laminators, bonders or other material-making equipment.
Rewind diameters and roll lengths vary by product. For building and construction products, the typical finished rolls are 50 to 100 feet in length and 5 to 9 inches in diameter. Films and tapes can range from 50 to 1,000 feet with rewind diameters of 6 to 18 inches. Nonwoven finished-roll dimensions vary by application.
Parameters for determining in-line slitting feasibility
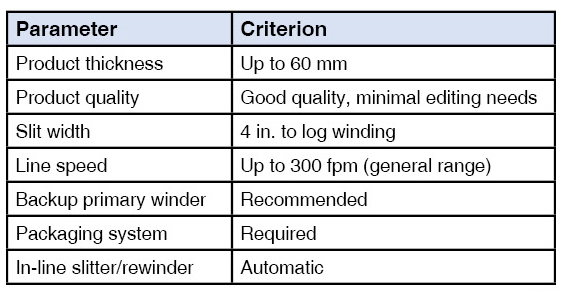
To determine whether or not in-line slitting/rewinding is feasible, manufacturers should analyze their process carefully. In particular, they should look at parameters ranging from line speed to product characteristics. Additionally, they should take a close look at a slitter/rewinder’s design and capabilities (see Table 1).
- Line speed: In-line slitting requires a reasonably slow line speed; running at 300 fpm or slower is desirable.
- Product thickness: Products tend to be thicker, generating a lot of master rolls per day. Thicknesses range from a couple millimeters to 60 mm.
- Product quality: The rolls and materials going to the slitter/rewinder shouldn’t need a lot of editing. The lines are meant for continuous operation, not frequent stopping for flags, defects and other considerations.
- Slit width: Slit widths can’t be very narrow. For in-line slitting, slit widths typically range from log rolls to about 4 in. wide. The slit width must accommodate material characteristics, such as tape stickiness, when rewinding on a single shaft. Additionally, roll production per cycle can’t exceed downstream packaging capacity.
- Roll packing: A packaging system needs to be in place to handle the rolls coming off the slitter/rewinder. Packaging needs to be done at the same rate as the line.
- Backup primary winder: Rather than dedicating the line to just one type of small-roll winding, it’s always a good idea for converters to have a backup primary winder in the line. This other winder can be used for converting work that is outside these parameters, such as making large diameters.
- Slitter design: An in-line slitter/rewinder must be fully automatic. Working together, a variety of automated systems and machine features allows the slitter/rewinder to operate continuously in a process line.
Equipping an in-line slitter/rewinder
For seamless performance in a process line, an in-line slitter/rewinder must be able to operate without frequent stopping. This requires a combination of automated systems and features that support those automated systems. Typically, in-line slitter/rewinders offer the following key components:
- Core loader: Automatic core loading helps fully automate a slitter/rewinder. The core loader takes cores from a hopper or bowl feeder, lines them up and slides them onto the rewind.
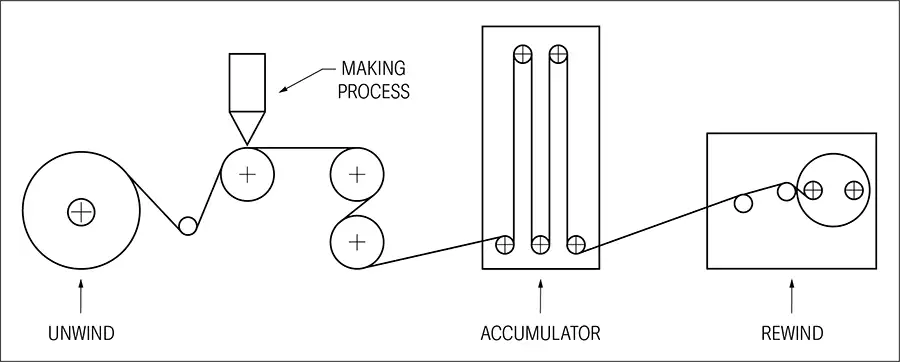
- Accumulator: An accumulator typically can provide 50 to 150 ft of web storage so that the line can continue running while the slitter/rewinder briefly stops for cutoff and transfer (see Figure 1). The accumulator accommodates first wrap and last wrap cut-and-transfer to get a perfect start and perfect finish for the rolls produced.
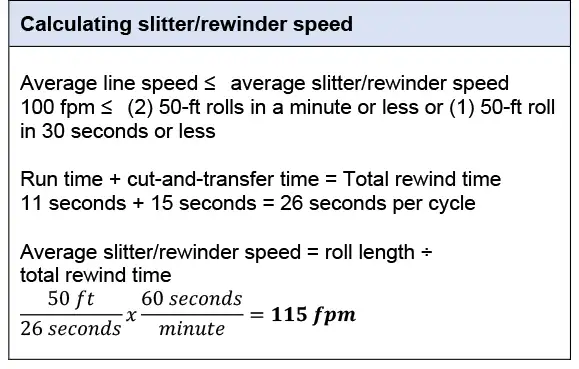
- Average run speed: The average run speed of the slitter/rewinder needs to be greater than or equal to the average speed of the line. For example, if a manufacturer is making 50-ft rolls of a building product and the line speed is 100 fpm, the slitter must produce two 50-ft rolls in a minute or less. That means the average slitter/rewinder speed, including actual run time and cut-and-transfer downtime, must be 30 secs or less per roll (see Figure 2).
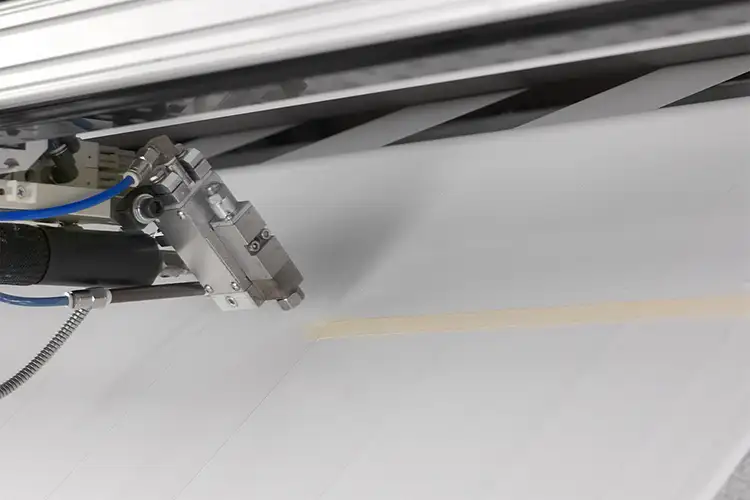
- Tabbing or gluing system: A tabbing or gluing system automates the process of applying adhesive to the web. Tape or hot-melt adhesive is applied to the slit web just before cutoff and transfer to attach strands to new cores and seal finished rolls (see Figure 3).
- Robust cutoff-and-transfer: A robust cutoff-and-transfer system creates tails for roll starts and finishes. Aided by mandrel enveloping and tail transfer technologies, the securement process is completely automated. The cutoff-and-transfer system can be designed to maintain short strands from the cutoff point, resulting in precise alignment for the first and last wrap.
- Cantilevered turret with quick changeover: Cantilevered shafts eliminate the need for shaft handling and shaft extraction, enabling full automation. Moreover, some turrets have a rotating disk with three or more shafts, allowing simultaneous winding, roll stripping and core loading. With their multitasking on cantilevered shafts and automated systems, turrets significantly decrease downtime between sets for quick changeovers (see Figure 4). For some applications, a continuous surface winder can be used, but these types of machines don’t have cantilevered shafts or the same level of automation.
- Roll pusher: In an automatic-discharge process, a roll pusher moves the finished rolls off the rewind shaft.
- Conveyor: Finished rolls are pushed onto a conveyor that ties into a packaging system.
- Web guiding: An offset pivot guide oftentimes is used after the accumulator to direct the web into the slitter/rewinder.
- Trim removal: Some applications require trim-removal systems, such as trim blowers or traversing trim winders after slitting. When using traversing trim winders, consider spool emptying requirements to minimize line interruptions.
Adding an in-line slitter/rewinder
Adding an in-line slitter/rewinder can result in greater efficiency, but it also carries risks. If something goes wrong, it can stop the entire line. To reduce risk, leave a primary winder in place. Also, take time to ensure the whole process is reliable.
Sometimes, it’s a good idea for manufacturers to start slitting/rewinding in the converting department and then transition in-line. This allows for building confidence and reliability before introducing the in-line slitter/rewinder for a percentage of production volume. Once a high enough volume is reached, it becomes a value added.
When integrating the slitter/rewinder in the line, specialized components can enable switching between the slitter and the primary winder, guiding the web to the desired piece of finishing equipment. With more than one piece of finishing equipment at the end of the line, manufacturers have more options.

Conclusion
In-line slitting/rewinding can enhance productivity, saving a step in the finishing process. It works best for short-length, small-diameter rolls of products such as building materials, nonwovens and wide-cut tape. Turret winders offer the automation necessary for integration in a process line and also precisely control the first and last wrap for roll quality. For versatility and dependability, manufacturers can transition to in-line slitting and keep a primary winder in place.
Michael Pappas, president and co-founder of Catbridge Machinery (Montville, NJ), holds an engineering degree from Bucknell University and has more than 30 years of experience in the converting industry. He has developed standard and specialized slitter/rewinders for a wide range of products as well as extrusion, laminating, coating and printing systems. Pappas has patented a variety of slitter innovations, including automatic knife-positioning systems, turret-automation technologies and specialized roll-unloading units. He presently serves on the Steering Committee for ICEC 2021 (International Converting Exhibition & Conference) and also is an affiliate member of the Pressure Sensitive Tape Council. Pappas can be reached at 973-808-0029, email: mpappas@catbridge.com, www.catbridge.com.