
By Bülent Çelik, senior metallized production mgr., and Cetin Berk Guvel, metallized production senior eng., Polibak; Nick Copeland, R&D director, BOBST; Willi Lindemann, R&D eng. – In-Line Coating Technology, Brückner Maschinenbau; and Kangin Park, Coatings & Engineering Materials Div., Mitsui Chemicals
The market expectation for packaging films is shifting toward films being mono-material but also having good barrier, good adhesion values and surface energies that do not decrease over time. To meet all these expectations in a single product, trials with many different variables should be conducted. For this purpose, this project was carried out in collaboration with four companies testing the parameters of three processes in different ways. These processes are BOPP-film production, atmospheric in-line coating and vacuum coating with AluBond® technology. Our results confirmed that the proposed method could be a big step toward barrier structures, longer shelf-life products and layer reduction with mono-material solutions.
Editor’s Note: This paper is based on the author’s presentation at the ARC R2R USA Conference held in Milwaukee, WI, in October 2023.
Introduction
The global metallized and BOPP-film (biaxially oriented polypropylene) production markets are seeing a shift in trends and challenges. On the metallized production side, there is a growing demand for films with high-barrier properties and as few layers as possible because these films then can replace aluminum foil, which is more expensive and difficult to recycle. In addition, films with high adhesion are preferred for metallization, printing and lamination because they ensure a strong bond between the film and the metal layer, the printing or the laminated layer. The recyclability of metallized films also is an important trend because consumers increasingly are demanding more sustainable-packaging options.
On the BOPP-film production side, the most important trend is ensuring mono-material requirements. This means that the film should be made from a single type of material, such as polypropylene resin, thus making it easier to recycle. Another important trend in BOPP films is optimizing the use of post-consumer recycled (PCR) materials. The most important market challenges common to both metallized and BOPP films are the production of films with wider widths, with fewer materials and at lower costs. These challenges can be addressed by new technologies and innovations.
The project described in this paper, developed to meet these market requirements, was a collaboration among Polibak, Brückner Maschinenbau, Mitsui Chemicals and BOBST. Polibak was responsible for applying and improving process parameters for optimum production results. Brückner supplied the in-line coater (ILC) and BOPP-film line, Mitsui supplied the coating materials and BOBST supplied the vacuum-metallizing machine with its AluBond® technology.
The first goal was to approach a mono-material structure because with the right combination of variables, some materials and even some production steps can be eliminated. The second goal was to achieve high-barrier properties through the development of in-line coating and metallizing formulations and processes. Another goal was to keep the surface tension stable throughout processing to help downstream converters better control their inventory without the surface-tension level dropping. And the final goal was to maximize force between the metallized and laminating materials; high adhesion values are aimed for.
Process steps
The process includes five main steps:
- Film extrusion and machine-direction (MD) stretching
- In-line coating (ILC)
- Transverse-direction (TD) stretching, winding and slitting (with special parameters on the BOPP-film primary slitter)
- Vacuum metallizing
- Slitting after metallizing
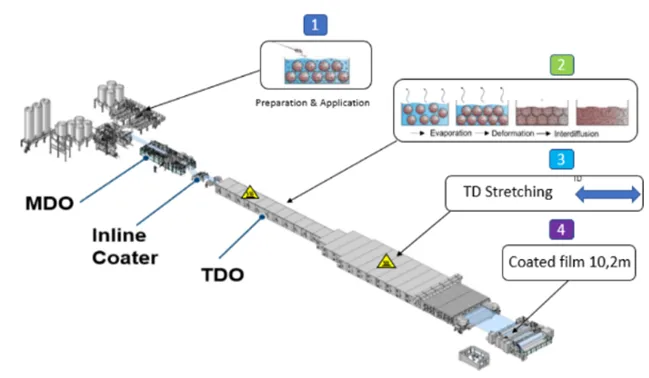
Firstly, the coating material is prepared in the kitchen side of the raw-material section (see Figure 1). 1) The BOPP film is extruded as a cast film with extruders and goes through the CR, WB and MD-orientation stages. 2) After MD orientation, the ILC is applied, which is a wet water-based coating. 3) During TD stretching in the oven, the wet coating evaporates, deforms and interdiffuses. It reaches its final properties at the end of the oven, which is about 160 meters long and has a temperature between 140-160° C. Another specialty of this coating is that it is stretchable. The material is stretched nearly 10 times in the oven in the transverse direction, but there is no damage or deterioration. 4) The remaining process is conventional BOPP-film production. This includes corona treatment, thickness control of the material (not the coating), trimming and winding as parent rolls with special parameters. Overall, the speed is 400 mpm with a capacity of 4.3 tonnes/hr.
In-line coating technology
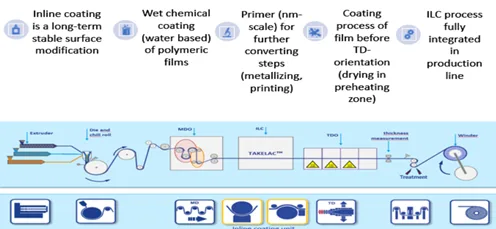
In a basic BOPP production with in-line coater, the web first is coated with wet chemical (water-based) coating so it becomes stable for long-term surface modification for many applications (see Figure 2). The coating amount does not change the density or yield of the BOPP because of its nanometer-scale coating. The raw material is 18 microns, and the final product still is 18 microns. Drying occurs in the preheating zone and is made during TD orientation, so there is no need for an extra drying oven and fan. Lastly, the in-line coater is fully integrated with the BOPP line, so it is possible to watch, check and follow all parameters with the same production-monitoring system as the BOPP line.
Coating materials and coating structure: The coating material (Takelac™) is a water-based dispersion that provides good gas-barrier properties and excellent adhesion to metal. The tie-layer resin (Admer™) is a maleic-anhydride grafted polyolefin that also can tie to other materials such as EVOH, PA, metals and coatings.
During the process, the polypropylene (PP) core and polyolefin tie layer are extruded together. Before applying the water-based dispersion, there is an in-line corona surface treatment applied to the MD-oriented, semi-cast material for the coating step. Once coated, the film goes into the oven for TD stretching and drying for the wet coating. Both the coating material and tie layer are recyclable, with recycling limits much lower than those of other materials. The density and yield also are nearly the same as they were before coating.
Metallizing and structure of the process
AluBond® is a hybrid vacuum-coating technology that uses a reactant to coat with aluminum. This results in a different metal structure than conventional vacuum metal coating. The stoichiometry of the metal layer varies with the level of this metallizing method, but all levels offer better barrier and adhesion properties than conventional vacuum metal coating.
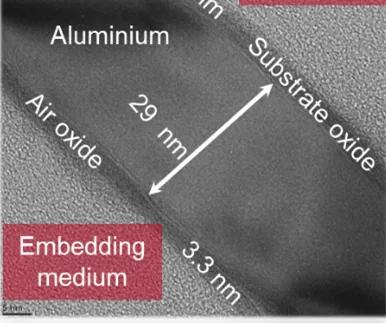
The bonded coating structure has two oxide layers on both sides of the metal (see Figure 3). One is at the bottom side between in-linen coating and the metal, and the other oxide layer is at the top of the metal coating. These two layers help to change the material properties with different scales. The speed of such metallizing is 600 mpm, similar to conventional metallizing.
Results
The results are reported under four subtitles: 1) barrier properties, 2) metal adhesion, 3) dyne retention and 4) visual effects.
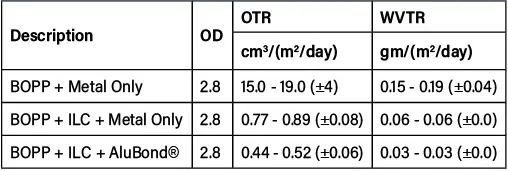
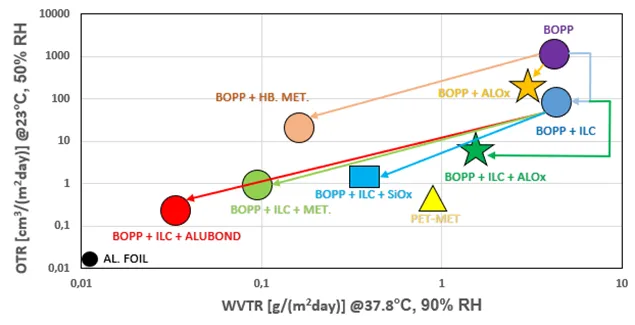
Barrier performance: The barrier-performance values of conventional metallized film, BOPP + ILC metallized film and BOPP + ILC + bonded metallized film are shown in Table 1. There is a very big difference between conventional metallizing and ILC metallizing, and another improvement achieved with bonded metallizing. There are nearly 20X better values with ILC and metal-only film, and even 2X better than those values with bonded metallizing.
Steps of the coating and changing of the barrier scales can be seen in Figure 4. Scale is logarithmic. The differences are not about the combination of all technologies; process know-how allows us to reach these barrier values. This could be a big step toward more-recyclable barrier structures, longer shelf-life products and layer reduction with mono-material solutions.
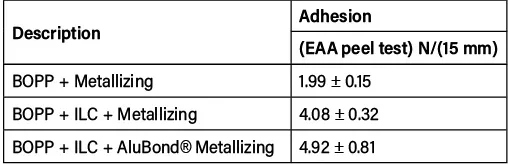
Metal-adhesion performance: Metal adhesion was measured with an EAA (ethylene acrylic acid copolymer film) peel test (AIMCAL TP-105-92). The force amount applied for delaminating the sealed sample will tell how strong the adhesion is to the metal. Another indication is a “shiny” or “dull” appearance, which also gives some idea about the adhesion of the metal. Shiny-metal appearance after peeling means low metal adhesion, and dull appearance means good adhesion. This method gives numeric values via a tensile-test machine, and differences become more visible. The measurements with different materials are shown in Table 2. The best metal-adhesion values are obtained with ILC + bonded metallizing. With ILC + metallizing, adhesion values were improved 2X better. With bonded metallizing, there was a 25% further improvement compared to ILC + metallizing.
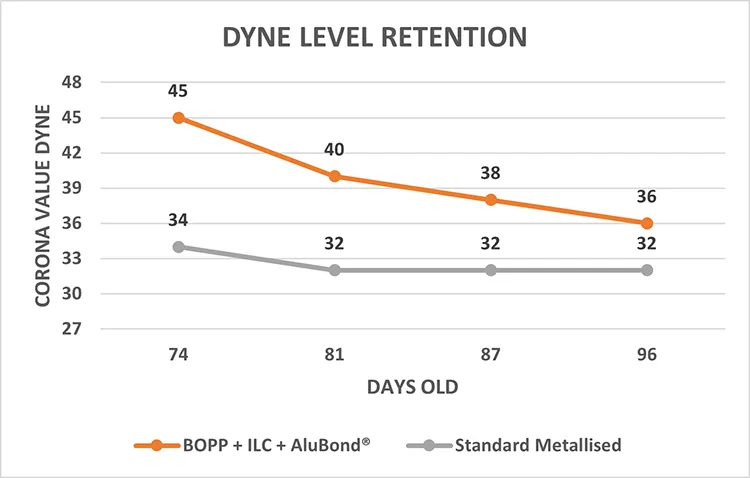
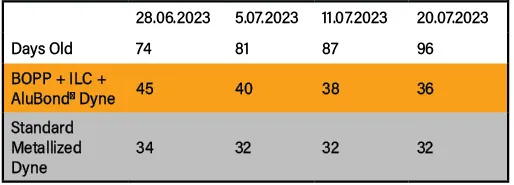
Dyne-retention performance: The surface-tension changes in standard metallized products and ILC + bonded metallized products are shown in Table 3 and Figure 5. After three months, the new process’s 36-dyne level is enough for printing and lamination and doesn’t need additional treatment before further downstream converting, which means lower cost for converters. There are several reasons for fast deterioration of surface tension, the most important being temperature. This is why no producer can guarantee surface-tension values.
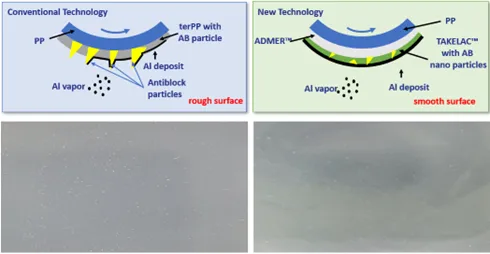
Visual effects: It’s difficult to produce metallized material without pinholes. There are several reasons for pinholes; however, in this project, pinholes caused by antiblock (AB) are discussed. With the BOPP-film ILC material produced, there is no need to use other antiblock agents, so the film has fewer pinholes, which helps improve barrier properties. The differences in pinhole effects between conventional metallizing and ILC + bonded metallizing is shown in Figure 6.
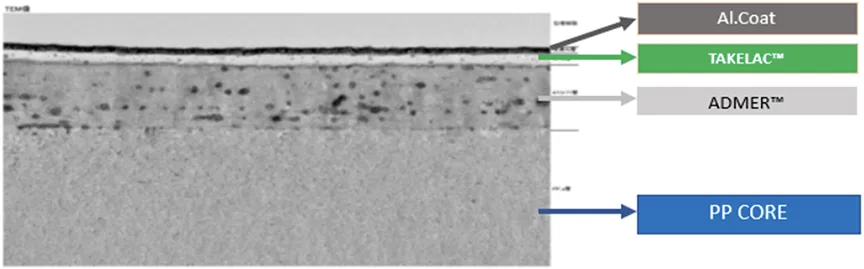
Visual effects with TEM images: A cross-section TEM (Transmission Electron Microscopy) image is shown in Figure 7. All micro-sized AB agents are eliminated using the water-based dispersion coating, so there is no cause for pinholes through the metallized surface. Another benefit is less migration of oligomers to the metallized surface, which also slows a drop in surface tension.
Conclusion
In-line coating (ILC) technology can produce different types of materials, including pigmented and colored products, in addition to obtaining good OTR and WVTR barrier values. Besides conventional metallized coating, UV barrier, light barrier, AlOx and SiOx types of coating also can be done. AluBond® technology has had very good results with ILC BOPP and cast-PP metallizing, providing similar benefits for barrier and longer surface-tension retention. BOPP-film production offers the lowest density and higher yield advantage, resulting in mono-material and more-recyclable products with the lowest coated cost. Producing this coating with a capacity of 400 mpm and 4.3 tonnes/hr provides a good advantage over offline coating processes, even with post-consumer recycled materials.
Bülent Çelik, senior metallized production mgr. at Polibak (Izmir, Turkey) is a chemical engineer with 27 years of experience working in plastic packaging and the vacuum-coating industry. He has expertise in metallizing, slitting, process improvement and troubleshooting. Bülent can be reached at +90-232-376-7970, fax: +90-232-376-7730, email: Bulent.celik@polibak.com.tr, www.polibak.com.tr.