
By John Marold, applications engineer & slitting specialist, Parkinson Technologies, Inc.
Introduction
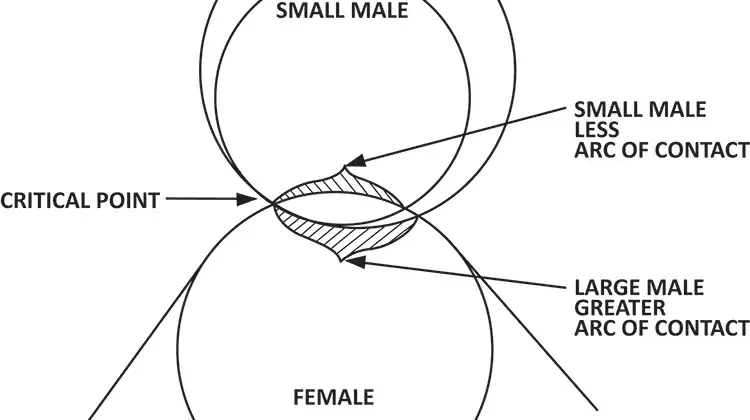
In the world of slitter/rewinders, achieving a tight slit-width tolerance is essential to the operating process for many applications. To ensure such a tight tolerance is achievable, proper alignment and minimal movement leading up to the slitting of the final product are necessary. The main method of accomplishing this tight tolerance is through the wrap shear-slitting process, specifically by using the contact-arc wrap slitting technique (see Figure 1).
While shear slitting includes both tangential slitting (also known as kiss-slitting) and contact-arc wrap slitting, the wrap slitting method enables operators to accomplish a more precise and consistent width of the material. Even though tangential slitting allows for the fast setup of individual female knives, the open gaps between the female knives cause a lack of complete web support, so it is ineffective for achieving a tight tolerance in slitting. In contrast, the contact arc arrangement of wrap shear-slitting eliminates these gaps so that the bottom female knives and spacers completely support the web.
What is the function of the wrap shear-slitting process?
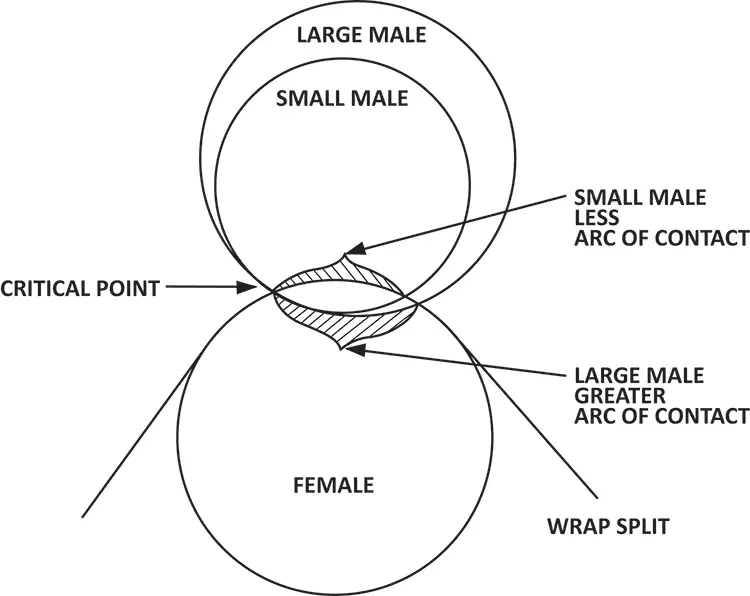
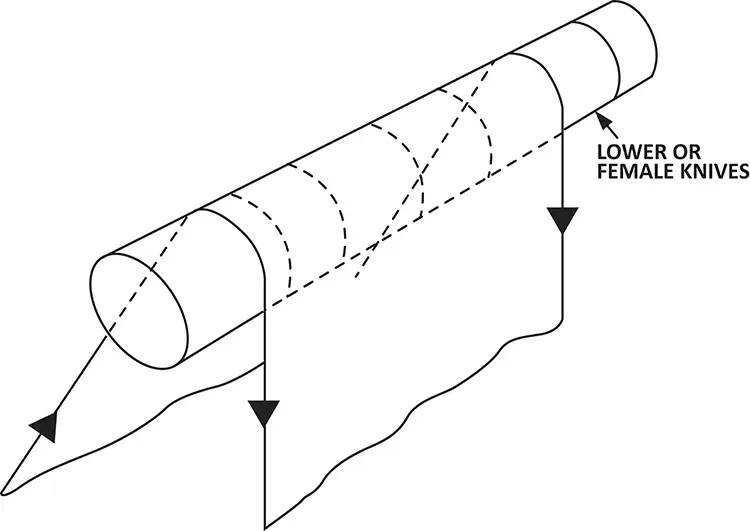
Within the wrap shear-slitting process, accurate slit widths with tight tolerances are proven possible through the use of precision spacers to position the female knives. The web is wrapped around the female knives while being positively supported by a fully stacked shaft with male knives and spacers (see Figures 2-3). The ideal condition is to have minimum arc of contact between these female and male knives to avoid unnecessary overlap and consequent rupture of the material.
The larger the diameter of the male knife, the larger the arc of contact is and, therefore, there is a smaller amount of permissible material overlap before the web moves and loses its tight tolerance (see Figure 1). Conversely, using male knives of a smaller diameter will provide more lenience by giving a greater material overlap before reaching the critical point in which the male and female knives make contact with each other and the web at the same time. Under a controlled tension, while being fully supported by the bottom shaft of female knives, the material has no influencing movement that could lead to unwanted sags or pulls (see Figure 2). This combination of web support and properly balanced tension holds the web in place, resulting in a uniform slit width and tight material tolerance.
How can this process aid in achieving a tight tolerance?
While certain product applications have a more forgiving tolerance, the contact arc-wrap shear-slitting technique can be transformative to slitting web materials for the many applications that do require a tight tolerance. For example, the resulting product might be a pipe made from the web material that only is perfectly aligned when its edges are wrapped around to form a 3-in.-diameter circle with no overlap of the material and both sides touching to form one even layer of the tube.
If a tight tolerance were not achieved in this situation, the tube might have nonuniform and overlapping material, rendering the finished product of the pipe unusable and inoperative. However, with the use of the wrap shear-slitting technique, a tight tolerance easily could be attained to fulfil the rigid requirements of this product. Furthermore, this form of slitting is the proven method for achieving tolerances as tight as +/-0.003 in. (0.076 mm), depending on the material being slit, meaning the deviation from repeatable precision is practically nonexistent.

What are pros and cons to using pneumatic vs. shafted male knives in wrap shear-slitting?
While wrap shear-slitting with male- and female-knife shafts stacked with spacers and knives is the sure route to achieving a tighter tolerance, there also are certain benefits to using pneumatic male knives. For instance, the pneumatic-knifeholder design offers an adjustable cant angle, improving the overall cut quality and possibly making knives last longer. In addition, it permits users to adjust the overlap independently for each cut to modify the quantity of overlap before the knifeholder is pneumatically engaged. This permits fine-tuned adjustment of each individual knife, giving better control than multiple knives mounted on a single shaft. However, due to the physical space required for the pneumatic knifeholder’s functional parts, the narrowest slit width possible is 1 in., whereas the shafted system can slit widths down to ¼ in.
The shafted slitting system is designed to achieve the tightest tolerance and the narrowest slit widths allowable in the shear-slitting method. Another benefit to having shafted knives in the shear-slitting method is that the shafted system has a driven male knife along with an over-sped female knife shaft, which will prevent dragging of the material that often can occur with the use of the pneumatic knife. However, the downside to shafted slitting systems is that they are not as easily adjustable when changing slit widths or correcting mistakes because the knife shafts would need to be removed from the machine and individually restacked.
Therefore, there are pros and cons to using both pneumatic and shafted knifeholders in the wrap shear-slitting system. Even so, it is acknowledged that the more classic shafted, wrap shear-slitting method with spacer-stacked shafts allows for the tightest tolerance and narrowest slit width possible.
Conclusion
Ultimately, achieving a tight tolerance is best accomplished through the contact arc-wrap shear-slitting method, with the web material wrapped around the shafts of female knives and spacers to provide sufficient support for a clean cut by the smaller male knives above. The combination of knives and spacers stacked on the lower shaft maintains the flow of the driven web roll and greatly reduces the possibility of bagging, wrinkling or sagging of the material. While this wrap-shear technique is the proven method to achieving the tightest possible tolerance allowable for a slitter/rewinder, this factor may not be a main priority in some select cases. Therefore, thoughtful consideration should be given to the desired product results in selecting the ideal arrangement for each individual application.

John Marold, applications engineer and slitting specialist, at Parkinson Technologies, Inc. (Woonsocket, RI),has been a part of the converting industry for over 30 years, first in production and troubleshooting of converting equipment and then in machinery purchasing and sales. He worked at Toray Plastics for 11 years before moving into his position in slitter/rewinder sales at the John Dusenbery Co. In 2008, when Dusenbery was acquired by Parkinson Technologies and became Dusenbery Converting Systems, John became an official employee of Parkinson. He continues to bring value to customers today with his vast knowledge of slitter/rewinder machinery and the benefits it can bring throughout the roll-to-roll, web-processing industry. John can be reached at 401-762-2100, email: jmarold@parkinsontechnologies.com, https://parkinsontechnologies.com.