
By N.A. Morrison, chief technologist; M. Campo, technical staff member; T. Crouch, head of packaging; R. Verghese, R&D mgr.-Flexible Products Group, Applied Materials Web Coating GmbH; and S. Straach, group mgr., Fraunhofer FEP
AlOx has long been touted as a suitable transparent layer for packaging applications and indeed has found use in a range of retort applications based on high-performance PET substrates. However, the drive toward sustainable-packaging solutions using a polyolefin “mono-material” architecture has resulted in an increased desire to use softer, reduced-stiffness substrate materials. Standard reactive evaporation of these AlOx thin films no longer can be used to deposit high-quality, mechanically resilient coatings capable of surviving downstream converting at high yield. Alternative substrate-engineering techniques and/or AlOx-deposition technologies therefore are required to compensate for these effects. This paper describes the use of an engineered-BOPP substrate in combination with a high-density, plasma-assisted, AlOx-deposition technique and focuses on the fundamental differences in mechanical & resultant barrier performance achievable with both the standard reactive deposition and plasma-assisted deposition approaches. Conclusions also are provided indicating the inherent suitability of the plasma-assisted approach for high-yield, high-performance, transparent-barrier solutions required for the next generation of sustainable flexible packaging.
Editor’s Note: This technical paper is based on the authors’ presentation at the 2022 AIMCAL R2R Europe Conference held June 7-9, 2022, in Valencia, Spain. Part 1 of this paper covered AlOx deposition technologies and their intrinsic layer properties, and mechanical characteristics and crack behavior under tensile loading.
The complex interplay between the mechanical properties of the substrate & the AlOx layer itself ultimately control the tensile behavior of the coated substrate. The crack onset strain (COS) is related to the AlOx layer thickness, hc, the layer fracture energy-release rate, Gc, the AlOx layer elastic modulus, Ec, & Poisson’s ratio, vc and finally the elastic contrast parameter of the Dundurs parameters, g(α;β). This relationship can be described by Equation 1 [3].
EQUATION 1.
The crack onset strain can be maximized by reducing the AlOx layer thickness and the elastic contrast function value while maximizing the fracture energy-release rate. The elastic contrast function value is itself dependent upon the plain strain elastic mismatch between the substrate skin layer and the deposited AlOx layer described by the so-called Dundurs a parameter shown in Equation 2 [12-13].
EQUATION 2.
Ec and Es represent the plain strain elastic moduli of the AlOx layer and the substrate skin layer, respectively. The plain strain moduli are related to the specific material elastic modulus and Poisson’s ratio, as defined by Equation 3.
EQUATION 3.
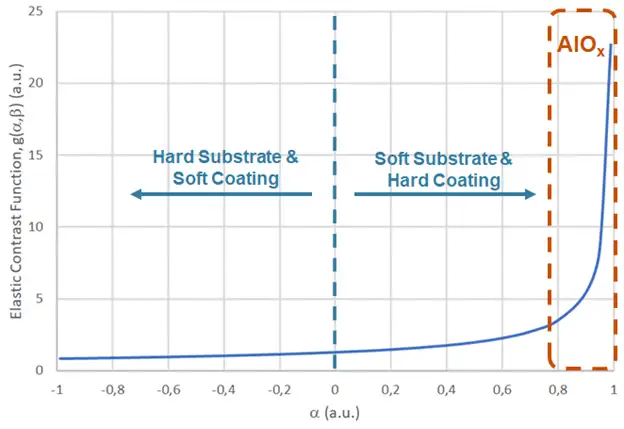
Here, Ei represents the plain strain modulus, Ei represents the substrate or AlOx layer’s elastic modulus, and vi represents the substrate or AlOx layer’s Poisson’s ratio, respectively. When a “soft” & flexible substrate is combined with a “hard” & stiff AlOx coating, the net result is a high elastic-contrast function value, as shown in Figure 5. The larger this elastic mismatch, the lower the resultant crack onset strain observed for the specific substrate / AlOx material couple. As such, successful AlOx layer deposition on softer polymeric substrate materials, such as the polyolefin-based substrates BOPP, CPP and PE, requires significant additional improvements in elastic mismatch to ensure continued coating integrity under tensile loading conditions.
Benefits of “buffer layers”
This elastic mismatch can be minimized through use of a mechanical “buffer layer.” This buffer layer serves to reduce the mismatch between the primary substrate material and the AlOx layer. Engineered polyolefin substrates typically used in mono-material packaging often employ EVOH or PVOH outer skins to both reduce the mechanical property mismatch to the vacuum-deposited oxide layer and to significantly improve the substrate’s barrier performance. EVOH and PVOH skin layers also exhibit more hydrophilic surface-group terminations that more readily support AlOx layer nucleation and growth than typical polyolefin surfaces. As such, the use of these materials, as an integral part of the engineered substrate skin, provides a path toward reducing the elastic contrast function value while maximizing the fracture energy-release rate, thereby enabling improvements in crack-onset strain.
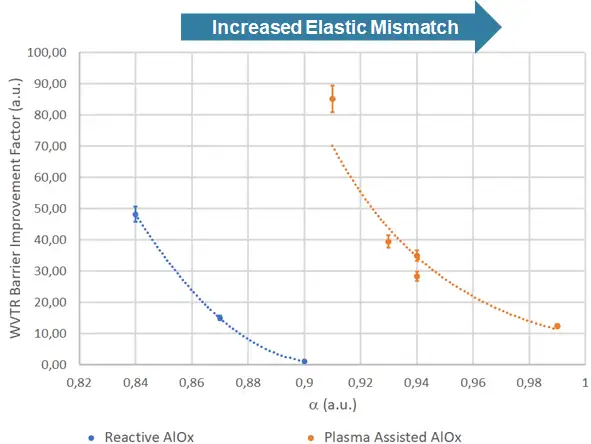
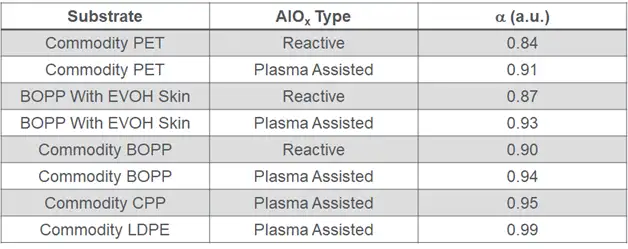
The impact of elastic contrast function engineering on barrier performance can be seen in Figure 6. As the Dundurs a parameter value increases (see Table 2), a decrease in barrier improvement factor (BIF) can be observed. The analysis shown here uses the barrier improvement factor to effectively normalize the substrate-dependent impact and is defined by the ratio of the barrier performance of the uncoated substrate relative to that of the AlOx coated substrate. A significant difference in BIF also is observed between the two AlOx material types. Functional barriers can be deposited only on stiff substrates or substrates that employ interface engineering to reduce the elastic mismatch (e.g., PET and EVOH-skinned BOPP). However, the more robust plasma-assisted AlOx material could be used to create a functional barrier on the full range of substrates tested both with and without skin-layer engineering. This is despite a near two-fold increase in elastic modulus relative to standard reactive AlOx and predominantly is attributed to the high fracture energy-release rate and fracture toughness of the high-power plasma-assisted coating.
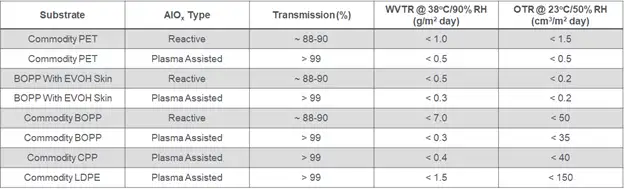
The final coated substrate performance levels referred to in Figure 6 are provided in traditional form in Table 3.
Impact of layer performance on secondary converting
Typical converting processes for AlOx coated substrate materials involve the gravure application of a topcoat prior to lamination and graphics printing. Each of these steps possesses the ability to damage the brittle AlOx coating following tension application during web handling. The more robust high-density, plasma-assisted AlOx material shows increased propensity for use in high-yield, high-volume, transparent-barrier manufacturing.
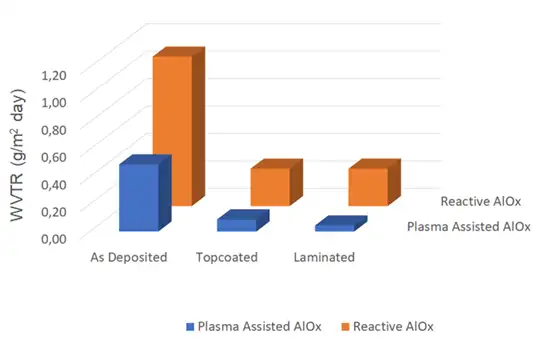
As shown in Figure 7, the barrier level can be successively improved following the application of both a protective topcoat and the subsequent lamination / printing steps. This improvement can be at levels of up to 10x relative to the as-deposited material, depending upon the specific topcoat and lamination chemistries used. The performance of standard AlOx, in contrast, only improves after topcoat application and any further expected barrier performance improvement following lamination. This is, in fact, offset by crack generation during handling. Consequently, barrier-performance improvement levels of around 3x relative to the as-deposited levels are more typically observed.
As stated earlier, the high-density, plasma-assisted AlOx can be converted successfully without an additional topcoat due to its inherent mechanical robustness. EVOH-skinned PEs, including MDOPE, have been used to create fully converted packages with WVTR and OTR levels better than 1 gsm/day & 0.1 cm3/m2/day, respectively, without significant yield loss during conversion. Similar performance levels have been observed with SiOx using buffer-layer-supported polyolefin substrates, demonstrating the value of combining skin-layer engineering and use of mechanically robust, ceramic-layer processing.
Summary
The drive toward mono-material-based recyclable packaging has resulted in a renaissance in polyolefin substrate engineering. Modified skin layers now are available to interface with vacuum-deposited ceramic layers typically used in transparent-barrier applications. The provision of an intermediate-stiffness buffer layer reduces the risk of the ceramic layer cracking under tensile loading. Improvements in deposition technology also have enabled the preparation of ultra-robust transparent AlOx materials, exhibiting higher crack onset strain levels than are achievable using conventional reactive evaporation techniques. The use of a high-plasma-density, hollow-cathode array system to activate & ionize the deposition precursors results in the deposition of a higher performing, mechanically robust, transparent AlOx layer. The combination of an EVOH-skin-enhanced BOPP substrate together with this plasma-assisted approach ultimately enables the preparation of barrier solutions compatible with secondary conversion under high-volume manufacturing conditions.
References
12. J.L Beuth, Int. J. Solid Structures, 29, 13, 1657 (1992).
13. J.L Beuth & N.W. Klingbeil, J. Mech. Phys. Solids, 44, 9, 1411 (1996).
Neil Morrison is Chief Technologist for R2R processing at Applied Materials’ Technology Centre (Alzenau, Germany) and is responsible for defining Applied’s R&D strategy for programs for barrier films, substrate and cover-glass hardcoats, touch panels and flexible electronic devices, in addition to evaporation processes for the food packaging, securities & battery industries. The majority of this work has been based upon the development of both R2R PVD, PECVD, dry etch and lithography hardware & process development for the deposition of device-quality materials. He was awarded a Ph.D. in Plasma & Materials Chemistry from Heriot-Watt University in Edinburgh (Scotland) and spent seven years as a member of both research & teaching staff within the Engineering Department at the University of Cambridge in the UK. Neil can be reached at +49-6023-92-6094, neil_morrison@amat.com, www.appliedmaterials.com.
Manuel Campo is a member of the technical staff in R2R processing at Applied Materials’ Technology Centre. He has a graduate diploma & Ph.D. in Plasma Chemistry & Photovoltaics from the Johan Wolfgang Goethe University in Frankfurt, Germany. Manuel has been working in various process-engineering roles for Applied Materials since 2003 and focused on large-area, thin-film deposition using evaporation, sputtering and PECVD for a broad variety of applications, including OLED lighting and display, thin-film encapsulation, photovoltaics, thin-film battery and, most recently, sustainable packaging. He can be reached at manuel_campo@amat.com.
Tarquin Crouch is Head of Packaging for Applied Materials’ R2R business. He is responsible for product strategy and business development. Tarquin leads a small team involved in proving equipment capability and value-chain activities while maintaining an overview of the market, film developments and the response to sustainability. He holds a Master of Science in Packaging Technology, and the majority of his working life has been spent in a variety of roles in film sales and development with PET and BOPP manufacturers but with a few years in polymer additives and plastic recycling. Tarquin can be reached at tarquin_crouch@amat.com.
Raj Verghese is the R&D Manager for the Flexible Products Group at Applied Materials, based in North America. His focus is on developing new technologies/applications in the R2R flexible-packaging market. He has extensive experience in metallized base-film development and operational experience in film manufacturing. Raj holds a Bachelor of Science in Chemical Engineering from Drexel University, Philadelphia, PA. He can be reached at rajan_verghese@amat.com.
Steffen Straach is one of the project and group managers within the R2R technologies department at the Fraunhofer Institute for Organic Electronics, Electron Beam and Plasma Technology FEP in Dresden, Germany. He has been working for more than 25 years on several projects to develop vacuum R2R-deposition technologies and to transfer these technologies to industrial partners. He has a graduate diploma in Electrical Engineering and Microelectronics from the Technical University in Dresden. Steffen can be reached at Steffen.Straach@fep.fraunhofer.de.