
By Lou Piffer, senior engineer, Davis-Standard
Both adhesive lamination and extrusion coating can be used to provide a structure for flexible packaging. The question of which method to use often is based on what asset is available, not what system will be best for a given structure. This article will look at the reasons an adhesive laminator may want to consider extrusion coating, along with the questions that must be answered before attempting this switch.
Editor’s Note: This paper is based on the author’s presentation at the TAPPI FlexPack PLACE Conference in Austin, TX, in April 2022.
The first question in determining which method is appropriate for creating a flexible-packaging structure is, “Why do it?” Why manufacture a structure by extrusion coating instead of adhesive lamination? The answer can be found by reviewing how extrusion coating stacks up to adhesive lamination as it relates to the environment, cost and performance.
Environment
The environmental impact of a given structure has received greatly increased interest as of late. Solvents, often used in an adhesive-lamination structure, are being subject to more and more international laws that restrict their use. Extrusion coating traditionally uses a water-based primer, eliminating the need for solvents.
Even without solvents, the world clamors for a structure that is biodegradable or compostable. These are laudable goals, and work is being done in both adhesive lamination and extrusion coating to achieve them. One other term, recyclability, is more easily achievable, particularly in extrusion coating.
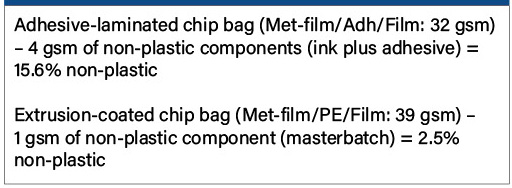
The more “non-plastic” components in a structure, the less valuable the recycled structure is on the open market. If a minor component is less than 10% of the whole, we can consider the whole product a mono-material. Looking at a basic snack-chip bag made via adhesive lamination, the non-plastic components are the adhesive and the ink. This typically makes up a little over 15% of the overall structure. Compare this to extrusion coating where the only non-plastic component is the ink, resulting in only a 2.5% non-plastic percentage (see Table 1).
Costs
Whether it’s by adhesive lamination or extrusion coating, end-use products demand good graphics. This often requires a mono-colored background to contrast with the print. In adhesive lamination, this is done by applying a flood coat as one color in the gravure or flexographic printing press. In extrusion coating, it’s accomplished by simply introducing a colored pigment into a polymer masterbatch. This method can be 5 to 10% less expensive while providing less pin-holing and improved opacity. In addition, by eliminating the flood coat, fewer solvents are used, and the dryer can be smaller and run more stable by eliminating the high solids-content flood coat.

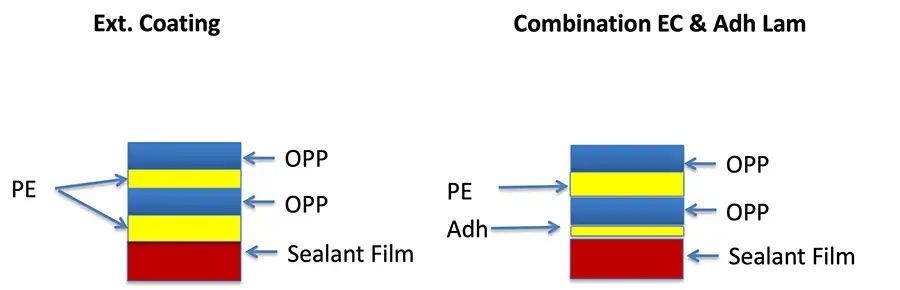
For many years, converters were concerned if they put pigment in the extrudate, plate-out on the die lips would occur. To combat this, converters could run a coextrusion with the skins being an unpigmented layer (see Figure 1). With current pigments, this is not a concern. Today, the vast majority of pigment masterbatches have coatings to reduce agglomerates, as well as moisture, infiltrating the pigment structure. It should be noted that the pigments might affect bond strengths and, for this reason, the coextrusion arrangement shown in Figure 1 may need to be employed.
To get a specific performance in adhesive lamination, you need to purchase a substrate with that particular performance already incorporated. Therefore, before you convert your substrates and adhesive into a structure, you already have paid for the conversion of your substrates. In extrusion coating, it is possible to reduce conversion costs by having more of the structure coming directly from a resin pellet.

Looking at a standard triple-laminated structure, it may be possible to downgauge the substrates and replace the lost thickness with more extrudate. Assuming you can source the thinner substrates, by having more “pellet to product,” conversion costs can go down (see Figure 2).
In the example in Figure 2, there are three substrates. To maximize “pellet to product” capability, you could look to reduce all three and replace the reduction with extrudate. In practice, your sealant web might be the best candidate for reduction or possible elimination – as long as the other needed features in your structure are maintained. These features will be discussed below.
If you are running two similar-but-different-thickness structures, i.e., a single-serving chip bag and a family-size bag, the structures basically are the same but with a different overall thickness. In adhesive lamination, that means you have to stock each thickness of substrate. Compare that to extrusion coating where you can simply increase or decrease the extrudate level, permitting you to stock the same substrates but make a thicker overall structure.
Performance
The bane of any flexible package is a leaker. An area susceptible to leaking occurs at the fin seal, created on a vertical form-fill-seal (VFFS) machine. When the clamps close down on the fin seal and then are released, stresses occur at the hinge point (see Figure 3). When the clamps are opened, the fin seal will attempt to normalize those stresses by reverting back to its position before being clamped. If an adhesive is used, it is very thin and brittle. Those stresses cannot always be normalized and can result in a void. This area has been given the very colorful moniker of the “Triangle of Death.” Extrusion coating is thicker and more caulk-able, helping reduce the stresses which can lead to this sealing failure.

Running an adhesive-lamination structure via extrusion coating is not as simple as replacing the adhesive with an extrudate. All performance parameters must be maintained during that transition. These include rigidity, seal-initiation temperature (SIT), seal stretch, coefficient of friction(CoF) and the ability to handle the heat created during the extrusion process.
Rigidity: Earlier, I mentioned that extrusion coating can save money by providing more “pellet to product” opportunities. It is important while attempting to replace more of your structure with the extrudate – through either a reduction in thickness or elimination of the sealant substrate – that rigidity is not compromised. The challenge is when replacing the stiffer blown film used as a sealant in an adhesive-lamination structure with a similar thickness of extruded-LDPE in an extrusion-coating structure, the overall stiffness of the structure can decline.
To combat this potential deficiency, you can work with your resin manufacturer and increase the density of the resin you use as long as the change will not affect your seal-initiation temperature (SIT). Also, you can run a warmer chill roll to increase the crystallinity and density of your extrudate as long as you can successfully strip off the chill roll.
Seal-Initiation Temperature (SIT): Any change in the sealing surface of a structure needs to be reviewed to ensure you are not adversely affecting the seal-initiation temperature. Form-fill-seal processers rarely know if the structure they are sealing is coming from extrusion coating or adhesive lamination, so having a SIT that is too high can cause problems. You could try to increase the temperature of the sealing clamps, but it would be easier to evaluate if the resin has the right melt index and density for the job. Alternatively, coextrusion or a resin blend may provide the needed SIT.
Seal Strength: The stiffer blown-film resins, when used for a sealant in adhesive lamination, can result in stronger bonds. To make up for the difference using the extrusion-coating process, you may need to blend the LDPE with tougher, metallocene-catalyst resins such as m-VLDPE or m-ULDPE or just run these resins “pure” or in a coextrusion.
Coefficient of Friction (CoF): When running a lamination on a VFFS machine, you need to pull the inner substrate over the forming cone. To do this effectively, the CoF of the inside layer has to be less than the outside layer. An adhesive lamination using a blown-film sealant has an inherent advantage because the blown film normally uses a slip agent to reduce CoF. If you try to run an extrusion-coating lamination without a blown-film sealant, you must either: 1) add slip; 2) run with a matte chill roll to reduce the amount of inner layer in contact with the roll; or 3) replace the forming cone or collar with a lower-CoF one.
Heat: Comparing an adhesive-lamination structure to an extrusion-coated one, the biggest difference is the extrusion-coated structure will be subjected to the heat from the extrudate. It is important to review how the substrates used stand up to this heat.
Metallized films need to be designed with extrusion coating in mind. If not, when subjected to heat, a differential expansion between the metallized material and the film could result in crazing. This is not an issue if the metallized film is OPET, but can be an issue when running an OPP. Any differential expansion over 4 to 5% can result in crazing. There is no issue running metallized film in extrusion coating – you just can’t assume the same metallized film used in adhesive lamination will suffice.
To help reduce the crazing effect, you can adjust the extruder carriage to extrude closer to the primary substrate side and run the metallized film on the auxiliary side against the chill roll. You also could look to lower the melting temperature as long as you can get the needed bonds.
If the initial structure is significantly asymmetrical, heat and then subsequent cooling can result in curl as one side cools quicker than the other. Solutions for this malady can include: 1) annealing after the laminator; 2) playing with tension control; or 3) moving the extrudate closer to the thermally stable side of the structure. Replacing the extrudate with a lower-density resin will result in less shrinkage when cooled and potentially less curling.
It is important to ensure that the heat from the FFS clamps migrate through the structure into the seal. As extrusion coating can have a larger plastic component, the plastic can act as a very good insulator. Before replacing a thin adhesive with a thicker plastic extrudate, the sealant temperature should be investigated. The solution may be a hybrid structure using both adhesive and extrudate (see Figure 4).
Heat also can cause issues when subjected to a very taste-sensitive lamination structure, such as for high-end teas and coffees. To eliminate potential organoleptic issues, it may be necessary to run a hybrid structure with adhesive on the first head of a tri-lam structure, and an adhesive would be applied to the second sealant station.
Conclusion
Adhesive lamination and extrusion coating can coexist peacefully. It is possible to run many adhesive-lamination structures via extrusion coating, but a proper review of performance parameters is necessary. It is important to consult with your equipment manufacturer and resin manufacturer before attempting this change.
Lou Piffer, sales engineer for Davis-Standard, holds a Bachelor of Science in Chemical Engineering from Drexel University and has worked at Davis-Standard since 1989. Along with presenting papers at AMI, he is active with TAPPI, having taught its Extrusion Coating Short Course for the past 20 years. Lou was TAPPI’s former Chairman of the Division Council and also contributed multiple chapters to the last TAPPI extrusion coating manual. He can be reached at 908-895-4376, email: lpiffer@davis-standard.com, www.davis-standard.com.