
By Neal Michal, principal, Converting Expert LLC
Accumulators benefit many web processes. Zero-speed splicers offer a 99.99% success rate. Accumulators smooth out processes that are required to index. They provide time for a winder operator to start a new roll. Benefits come with challenges. If the accumulator is poorly designed, maintained or controlled, various web-handling problems will occur. This article will describe the mechanics of accumulators and how span tensions change during a splice. Control methods will be reviewed, and troubleshooting techniques will be offered. Recommendations to address the most common problems will be presented, and best practices to improve daily performance are provided.
Introduction
Accumulators benefit many processes because they provide a large amount of web storage in a small space. They are required on zero-speed splicers to allow the downstream process to run at full speed during a splice. Accumulators can be located before a single-position winder to allow time for the operator to start a new roll. They often are used in front of an indexing process to allow the upstream process to run at a constant speed.

General arrangement
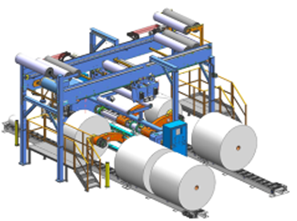
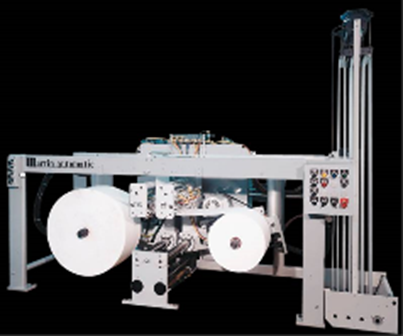
Accumulators, also referred to as “festoons,” consist of multiple idlers mounted in a frame. They come in all sizes and configurations (see Figures 1-3). The web stored in the accumulator is varied by moving the carriage. Some accumulators use two moving carriages. There is no inherent web-handling advantage regarding one or two carriages. The web spans can be oriented horizontally or vertically.
Horizontal accumulators can be placed above an unwind to save floor space. The web tenson must be high enough to ensure the webs don’t sag in the long, open spans. Vertical accumulators are required for low tensions but can be used for high tension processes as well.
The carriage will be connected to chains, cables, belts or actuators (pneumatic, electro-mechanical, hydraulic or possibly a linear motor). The movement of the carriage may be guided by tracks, linear rails or gear racks.
Tensioning and positioning
The single moving carriage shown in Figure 1 is suspended by cables that are connected to a cylinder. The nominal web tension is set by adjusting air pressure. Anything that generates force can be used. Weights often are used on low-speed or indexing processes. Hydraulic cylinders are common on accumulators that process steel or aluminum strip. The position of the carriage is controlled by a PI loop associated with a driven pull roll, nip or spindle on either side of the accumulator.
The carriages shown in Figures 2-3 are positioned by servomotors. Web tensioning requires other items, such as an unwind spindle, pull roll, nip or dancer, on either side of the accumulator.
Span tensions
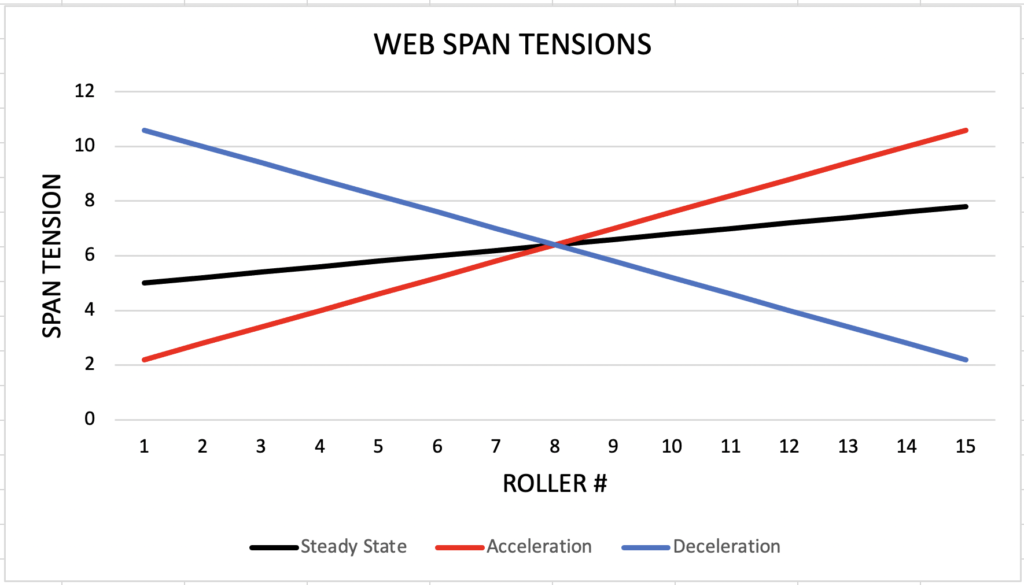
The force applied to the moving carriage will be distributed across the rollers. During steady-state operation, each consecutive span tension will increase due to friction in each roller. The sum of the web-span tensions will be equal to the total force applied to the carriage. When the process is accelerated, the tension distribution will increase because of roller inertia. Tension will increase significantly through the accumulator. Likewise, the tension will decrease during deceleration (see Figure 4). Careful consideration must be given to how fast the line speed can be changed. It is a best practice to determine what minimum tension is required for good web-handling and what maximum tension is acceptable before excessive neckdown takes place.
Capacity
The capacity of the accumulator is a function of the number of web spans and the distance between the roller sets. These two factors are important inputs to the mechanical design. There will be an upper limit for web-span length for most webs before wrinkles become an issue. Air drag has been shown to be a serious limitation for porous webs as span length increases [1]. Once maximum span length has been established, more rollers will be required to increase total capacity. More rollers will exaggerate the tension differential across the accumulator, particularly during speed changes.
Carriage alignment
The alignment of the carriage is important to keep the web centered [2]. If the web moves laterally as the carriage position changes, something is out of alignment. It either is the carriage or a cambered web. One must flip the web to determine the root cause. If the lateral movement changes direction, the web is the culprit. If not, the carriage is misaligned.
Cables, roller chain and toothed belts will stretch over time. The mechanical design should allow precise adjustments to level the carriage side-to-side. It is a best practice to align the carriage near maximum height while under tension. One can install vertical scales on the four corners of a wide carriage. This will allow one to shoot the alignment using a laser level from an elevated platform or scissor lift. Laser-distance sensors can be used to monitor the four corners of the carriage.
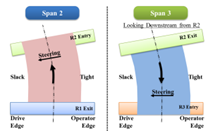
A misaligned carriage (side-to-side) will negatively impact every web span in the accumulator (see Figure 5). The probability for shear wrinkles has been proven to be proportional to the number of (misaligned) rollers in the carriage [3]. If the carriage is supported only in the middle, it will tilt in the machine direction (MD) toward the higher tension spans (see Figure 4). It is okay for the carriage to tilt MD so long as it does not bind the carriage movement. It looks odd but typically does not cause a problem. It is common for any carriage supported by slender cables to vibrate at higher speeds. This should not cause a problem unless it degrades bearing life.
Wrinkles
There are several types of wrinkles that may be seen in an accumulator. Shear wrinkles are most common due to a misaligned carriage or a cambered web. Converging wrinkles typically are caused by excessive mid-span deflection or a wide web with a floppy center. Mid-span deflection is particularly challenging for the top rollers in a vertical accumulator. Gravity works in conjunction with tension to magnify deflection. Expansion wrinkles will occur if there is a sudden drop in tension entering the accumulator. The web tries to expand due to Poisson forces, but is trapped by high roller traction inherent with ~180° web wrap.
Traction is required to form a wrinkle. Roller diameter, web-to-roller COF and web wrap are important considerations. A larger roller with low COF is a proven solution to eliminate wrinkles. A 1-in.-OD carbon-fiber roller is about twice as likely to sustain a wrinkle compared to a polished, 2-in.-OD aluminum roller. Note, if the web is scratch-sensitive, one should design the rollers with a safety factor to avoid slippage.
Most accumulators use rollers with ~180° of web wrap to save space and reduce initial equipment cost. If the accumulator was designed using rollers with 90° wrap, the probability for wrinkles will drop by more than half.
Three more considerations for wrinkles should be mentioned: width, tram vs. tension and formation. The first two are universal for any web-to-roller interaction. The wider the web, the more likely it is to wrinkle. Lateral compressive forces required to form a wrinkle are linear to web width. Once the critical lateral stress has been exceeded, the web will wrinkle.
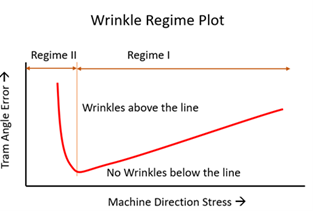
Figure 6 shows how tram error and tension determine if a web will wrinkle [4]. Any combination of web and roller will have a characteristic plot similar to this graph. This is fundamental to any web-to-roller interaction. This relationship is particularly important for accumulators because of an inherent high roller count.
Poor formation is common on hygiene-grade nonwovens. A persistent light spot in one cross-deckle (CD) position often will form a straight MD wrinkle. Any time troughs are seen in the open span leading into an idler, wrinkles are very close to transiting the roller. Careful attention to roller design and tension control is required to address wrinkling for such materials.
Roller design
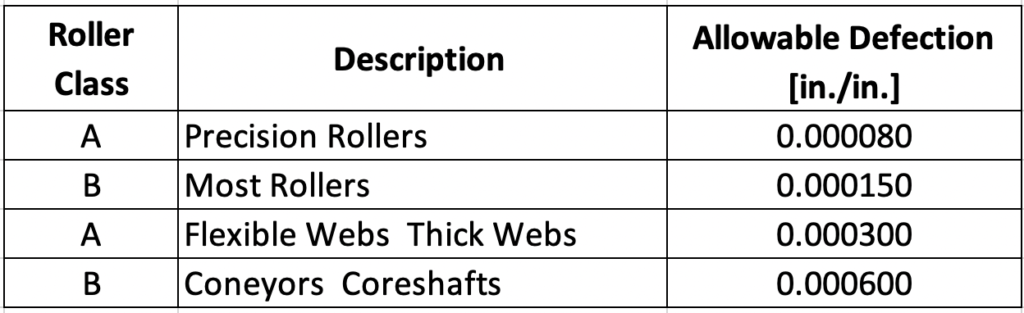
It is common to see more than a dozen rollers in an accumulator. It is important to identify the best roller for each application. The roller OD, ID, face width, shell modulus, bearing spacing and web tension will determine mid-span deflection. Work with the roller vendor to select designs with a Class A precision level [5] (see Table 1).
The roller bearings are particularly important if low tensions are required. Avoid traditional power-transmission bearings with contact seals filled with grease. Replace them with non-contact, shielded bearings with a light machine oil. Audit the bearing performance by spinning each roller during process health cleaning. Replace any roller that has drag with a fresh one with new bearings. It is a best practice to have several spare rollers at the ready.
Low-tension and/or high-speed processes benefit from thin-wall aluminum or carbon-fiber rollers to reduce inertia-induced tension disturbances during speed changes.
Carriage friction
Friction in the carriage system will negatively impact web handling in two different ways. First, any hesitation in carriage movement will change tension dramatically in the spans. Second, if the friction causes an abrupt carriage misalignment (side-to-side), the web will jump sideways, followed by wrinkles and creasing.
Friction in an accumulator is difficult to measure. Undue friction often goes undiagnosed for months or years. One must independently evaluate every element in the carriage system to determine the source of high friction. New equipment is not immune to this concern.
Air cylinders
Recall that air cylinders often are used. Typically, they feature long strokes for the required capacity. The alignment of these cylinders is critical to avoid side-loading, unexpected friction and premature wear of the rod and piston seals. Misalignment couplers are recommended to reduce end-loading on the cylinder rod. It is a best practice to cycle the carriage full-stroke during a PM down to verify there is no binding or misalignment.
Cylinders with low-friction seals often are specified for accumulators. Traditional cylinder seals are okay for accumulators that run high tensions. Some OEMs design custom cylinders that feature ultra-low friction. The piston seal has been replaced by a labyrinth seal, which allows a controlled amount of blow-by. They often are required for low-tension applications.
The seals on the piston and the rod end will wear over time. Feel around the rod end to determine if it is leaking. If new rod-end seals are required, check the piston seals while the cylinder is out. Carefully inspect the bore for any signs of scuffing. A new cylinder often is the best solution if one can be sourced in time.
Best practices
- Vertical accumulators are ideal for low-tension processes.
- Horizontal accumulators must have enough tension to ensure web spans don’t drag on each other.
- Calculate required capacity. Determine maximum span length and the required number of spans.
- Design the best roller for the application. Request “Class A roller deflection” standard.
- Determine the acceptable range of tensions for proper web handling.
- Use low-inertia rollers for processes with significant speed changes.
- Have spare rollers with new bearings on hand to reduce replacement time.
- Use low-friction bearings for low-tension processes.
- Invest time to properly diagnose any persistent wrinkle. Diagnose the type. Identify the root cause.
- If the web steers as the carriage moves, determine if the carriage is misaligned or if it a cambered web.
- Measure web-to-roller COF. Where possible, increase roller OD, reduce roller COF to reduce wrinkles.
- Calculate required traction capacity and safety factor for scratch-sensitive webs.
- Develop a system to routinely check carriage alignment near maximum capacity under tension.
- Recheck alignment anytime the carriage crashes into a hard stop.
- Set up routine checks to ensure the carriage moves smoothly full stroke with no hint of hesitation.
- Routinely check the integrity of air cylinders, air leaks, worn seals, scuffed bores.
- Check for any binding in cylinders. Check for proper alignment. Eliminate any side-loading.
- Use a labyrinth-seal air cylinder for low-tension applications.
- Establish routine process health cleaning.
Conclusion
Accumulators benefit many web processes and are required for at least two R2R processes. Benefits come with challenges. If the accumulator is poorly designed, maintained or controlled, various web-handling problems will occur. Roller design, bearing selection, carriage alignment and friction are essential to the mechanical design. Proper roller design will reduce wrinkling. Bearing drag, roller inertia and accel/decel rates will dramatically increase the spread of tension distribution across the accumulator. Low-friction bearings are essential for low-tension processes. Carriage alignment is crucial as roller counts increase. Any undue carriage friction can wreak havoc on span tensions and wrinkling.
References
- “Impact of Web Permeability on High-Speed Web Transport”; Paul Beuther & Neal Michal, International Web Handling Conference, Web Handling Research Center, 2015
- “Analysis of Web Wrinkling in an Accumulator”; Neal Michal, Balaji Kovil-Kandadai, Amol Patel; International Web Handling Conference, Web Handling Research Center, 2011
- “Practical Method to Design a Wrinkle Experiment”; Neal Michal, AIMCAL R2R USA Conference, Oct. 2021
- “Analysis of Trough Formation and Lateral Steering of a Web Due to a Tapered Downstream Roller”; J.K. Good, J.A. Beisel, IWEB 8, June 2005
- “The Mechanics of Rollers,” D.R. Roisum, TAPPI Press, 1996
Note: The first three references (and many others) can be downloaded free at www.convertingexpert.com
Editor’s Note: The most extreme example of web-handling accumulator-design challenges will be explored in the author’s next article, “Zero-Speed Splice Unwinds,” in the 2023 Q3 issue of Converting Quarterly.

Neal Michal, principal at Converting Expert LLC, has a 36-year career focused on making and converting web products. He was Kimberly-Clark’s senior web-handling expert and led open innovation efforts at the Web Handling Research Center for two decades. Neal was responsible for winding and converting performance. During this time, he led computer-modeling efforts for winding, wrinkling, accumulators and tension control. Neal launched Converting Expert to help companies improve capability, productivity and delivered quality. Neal is a technical advisor to the Assn. for Roll-to-Roll Converters and launched its Web Handling Committee. He presents training at R2R conferences and is a contributor to Converting Quarterly. Neal can be reached at 770-356-7996, email: neal@convertingexpert.com, www.convertingexpert.com.