

By Robert Clare, applications development specialist, NOVA Chemicals
To reach a circular economy for plastics, our industry must find ways to develop recyclable films that mirror the performance of non-recyclable, multi-material structures. Achieving this allows more opportunity for recyclable-film adoption by removing any potential pitfalls or barriers to entry. We will examine how cast or blown films can be used but lack optics and strength at thin gauges, whereas oriented-polyethylene (OPE) films produced from machine direction orientation (MDO) or biaxial orientation (BOPE) can fill this performance gap and increase the amount of packaging that can be recycled. This paper will review the history of oriented-PE films, share examples of oriented-PE film structures, compare properties of the latest MDO-HD and BOPE-HD films against traditionally non-recyclable oriented films and explore case studies on how oriented films are commercially used.
Editor’s Note: This paper is based on the author’s presentation at the ARC R2R USA Conference held in Milwaukee, WI, in October 2023.
Flexible packaging is in a transitionary period as consumer demand for recyclable packaging has sparked innovation and fueled transformation. A May 2023 consumer survey conducted by Schmit Market Research in collaboration with NOVA Chemicals found North American consumers view recyclability as their top priority for packaging. Results also indicated that 70% of consumers agreed that companies should increase the use of packaging “made from recycled materials.”
For packaging to become circular, we must focus on designing fully recyclable film structures. All-polyethylene (PE) flexible packaging is a critical enabler in accomplishing circularity goals and has been a significant focus for the industry’s design for recyclability programs.
With its availability, versatility and cost-to-performance relationship, polyethylene packaging provides a cost-effective solution to safely deliver products, which is why it’s the most used plastic in flexible-film designs (see Figure 1). Films made from PE materials are the only materials approved for recycling through store drop-off systems, such as How2Recycle or NexTrex.

History and early adoption of PE recyclable packaging
The first generation of all-PE recyclable packaging focused on blown-film print webs made with significant amounts of high-density polyethylene (HDPE) resin. Using such films in this application gave the required stiffness in laminated structures and using low seal-initiation temperature sealants to help compensate for the loss of heat resistance in these recyclable films compared to a non-recyclable polyethylene terephthalate (PET) / PE laminate. The performance of these HDPE-rich films is acceptable for premade-pouch lines and has since gained commercial success in a variety of applications from pet-food bags to frozen fruit pouches. The applicability of recyclable films later was expanded by incorporating a thin layer of ethylene vinyl alcohol (EVOH) into the sealant web to provide oxygen barrier while still meeting recyclability criteria of How2Recycle and passing the Assn. of Plastic Recyclers’ critical guidance test.
While there are many sustainability benefits realized from transitioning to all-PE film structures, performance enhancements still are required to achieve widespread market adoption. PE films made from blown or cast processes may lack certain properties that are required in packaging conversion and the optics of HDPE-rich films are lower compared to PET / PE structures, making them undesirable in premium packaging that contains see-through windows. First-generation all-PE films require careful setup on packaging lines to avoid elongation, which results in the loss of print registration. Packaging equipment manufacturers have optimized equipment to help with these issues, and converters have adapted processes to effectively run these films on legacy equipment, or converters have upgraded their bag / pouchmaking lines to accommodate the sustainable films. It’s evident that these operational changes have hindered the widespread replacement of high-performing films like biaxially oriented PET (BOPET) and polypropylene (BOPP) in applications such as standup pouches and flow wrappers until recently. Fortunately, the industry is aware of these issues and is actively is working to develop solutions.
It was recognized that improved optical and physical properties were needed for broader appeal, which facilitated material innovation and significant interest in solid-state orientation. Machine direction orientation (MDO) and biaxial orientation were the technologies identified to assist in successfully enhancing PE performance to allow for replacement of non-polyethylene materials in laminated films.
Early MDO technology using offline stretching was prone to high neck-in and significant profile defects, resulting in significant waste due to the trim widths required to select quality film. This, and the additional process step means that film costs are above optimal levels. Modern MDO lines are “in-line” with film extrusion followed by orientation, where the material properties improve due to lower crystallization. Film producers can minimize trim waste with this process because of better film-profile balancing technology.
Biaxially oriented PE (BOPE) film production was not possible because tenter-frame lines specifically were designed to produce BOPET or BOPP films, which made it nearly impossible to run polyethylene on them without modification. Linear low-density polyethylene (LLDPE)-based BOPE films were the first to be developed but have limited use due to their softness and low heat resistance. HDPE is superior in stiffness and thermal stability but historically has presented a challenge due to the cast-extrusion and orientability of this polymer differing significantly from PET and BOPP.
Looking forward to high-density BOPE films
Over the last few years, HDPE resins designed specifically for biaxial orientation have become available as has specialized equipment. In 2019, Brückner Maschinenbau launched its hybrid BOPP / BOPE tenter-frame lines, which have resulted in significant investment as 18 hybrid lines have beensold globally with one being dedicated to BOPE at TC Transcontinental Packaging [1] (see Figure 2).

The launch of an HDPE resin specifically designed for demanding tenter-frame processes opened the space of BOPE-HD with companies such as Polivouga in Europe, Inteplast in the US, JK Materials in South Korea and Oben Group in South America all developing commercial product slates. The conversion to monomaterial packaging also has been supported by MDO films, which now are available from several film-roll producers and integrated rollstock producer / converters, which have helped to make all-PE packaging more mainstream.
The clarity, gloss, stiffness and added heat-resistance of oriented-PE films has shown significant improvements over blown or cast films, providing opportunities to replace BOPET and BOPP in many packaging formats. Oriented-PE films run well on printing and converting equipment and allow good print visuals and product windows on finished packs. We see MDO films being preferred for small-format films that require varying gauges and high levels of customization. Alternatively, BOPE films will offer a more standard film and be specifically useful in large packages that require abuse-resistance and good optics.
Comparing oriented-PE films to BOPP and BOPET
in key properties
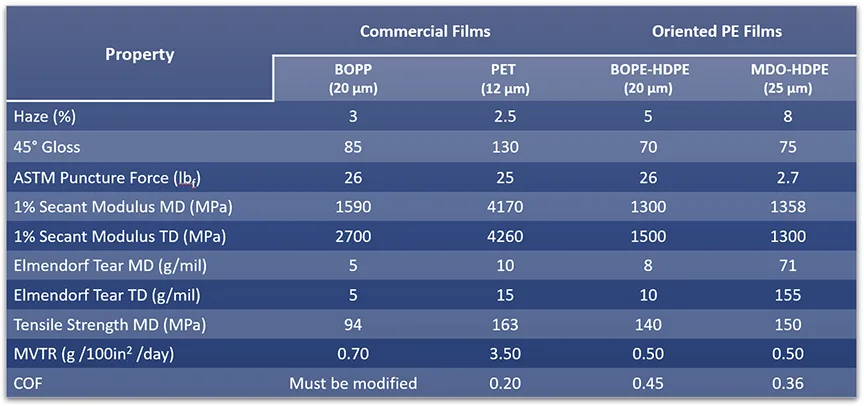
Oriented-PE, and more specifically BOPE-HD, films now are poised to supplant traditional print webs at the required scale needed to bring sustainability to large-volume applications, such as the snack-food industry (see Table 1). MDO films have provided an entry point to replace BOPET, but long-term projection is that BOPE will become the preferred material. BOPE-HD films match traditional BOPET and BOPP films better than MDO-HDPE as the transverse- and machine-direction (TD/MD) properties are more balanced.
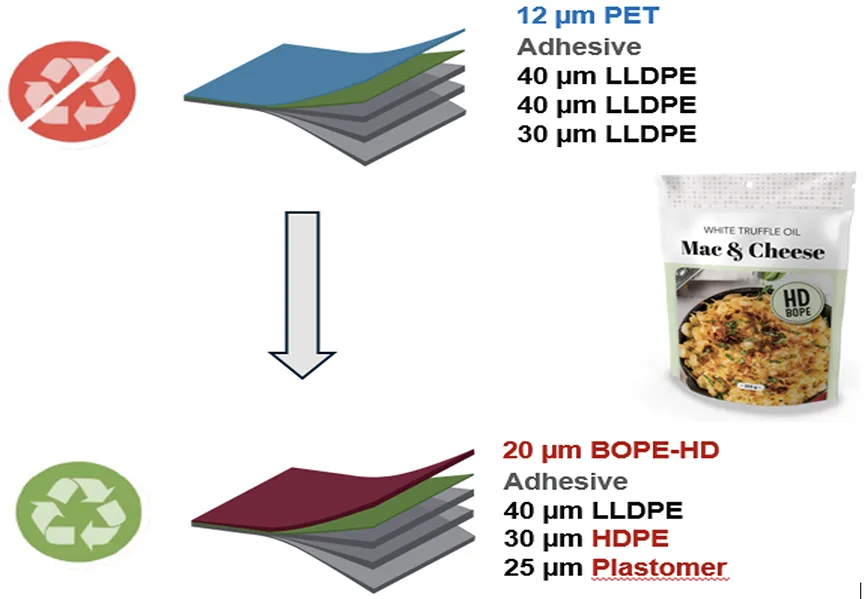
Optical properties of BOPE compare favorably with PET and BOPP as well as puncture and tear values. Stiffness of oriented-PE print webs is lower, but this easily is addressed by making subtle modifications to the sealant web used in laminations. BOPE-HD does not have the same stiffness as PET or BOPP, so adding HDPE to the core layer of the sealant film facilitates similar bending stiffness in the final laminate, and acceptable performance as a finished pouch (see Figure 3).
Versatility and printing of oriented-PE films
Oriented-PE films also are enabling replacement of EVOH in barrier films. The smooth surface of oriented-PE films means that they become suitable for thin coatings such as metallization, silicon- or aluminum-oxide deposition and the application of ultra-thin water-based solutions for oxygen barriers, thus leading to EVOH-free PE laminations. This solution coated on BOPE-HD recently was shortlisted for the 2022 Packaging Europe Sustainability Innovation Awards [2].
The temperature resistance and tensile strength of these BOPE-HD films are suitable for vapor-deposition and drying tunnels due to their stability at elevated temperatures.
Incorporation of recycled content into recyclable packaging
To improve package sustainability and demonstrate circularity, the incorporation of recycled content into packaging is receiving considerable attention. High-performance oriented-PE print webs allow the use of this firm’s food-contact, recycled HDPE resin into the sealant web. A recyclable standup pouch easily can contain 25% to 45% recycled content without incurring any performance loss.
Conclusion
Oriented-PE films have seen rapid advancements in performance, quality, and availability over the last three years. Oriented-PE films make sustainable packaging a reality and provide an essential building block for the flexible-packaging value chain to create recyclable packaging for a wide range of applications. We already are witnessing multiple converters, brand owners and CPG companies adopting these solutions. More opportunities are sure to emerge as an expanded range of available film types is commercialized over the coming years. As you can tell, it is a transitionary and exciting time to be involved in the flexible-packaging industry.
References
- https://tctranscontinental.com/en-ca/company-overview/news-room/press-releases/tc-transcontinental-packaging-makes-major-investment-to)
- https://packagingeurope.com/news/finalist-interview-recyclable-oxygen-barrier-packaging-from-nova-chemicals/8953.article

Robert Clare, applications development specialist with NOVA Chemicals’ Centre for Performance Applications in Calgary, Alberta, Canada, has more than 30 years of experience in converting production, technology and structure design. He has led several of NOVA’s sustainable packaging developments with innovations in all-polyethylene film and coating projects that have been commercialized through his collaborative work across the value chain. Robert can be reached at 403-291-8462, email: Rob.Clare@novachem.com, www.novachem.com.