
By Eric J. Reber, technical dir.-Mahlo America, Inc.
The traditional method for the on-line measurement of extruded / cast films, extrusion coatings, solution and hot-melt coatings and nonwovens has been the use of one or more Beta Transmission Sensors. As the availability of certain isotopes has become uncertain and end-users increasingly are more concerned about the use and disposal of radioactive sources, the desire to find alternative non-nuclear measurement solutions is at an all-time high. Recent improvements in Near Infrared Sensors have expanded their use into traditional beta-gauge applications with a good degree of success. This paper will discuss the web processes for which an Infrared Sensor is becoming a preferred measurement solution.

Introduction
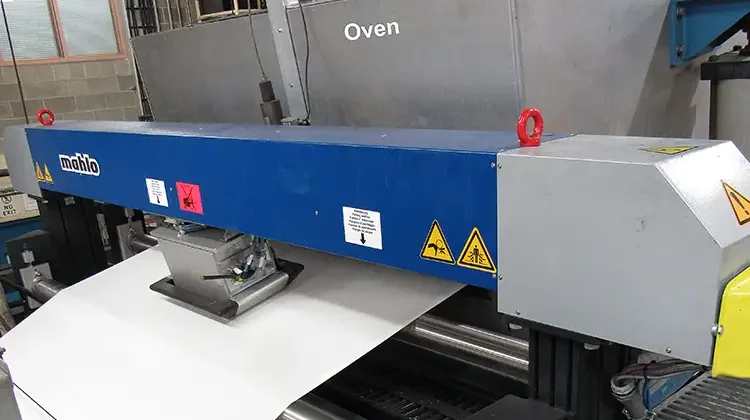
Beta Transmission Sensors have been in use for on-line thickness and basis-weight measurements for eight decades now and have proven to be reliable in industrial environments (see Figure 1). But a Beta Sensor uses a radioactive isotope to emit Beta Radiation, which brings with it additional costs of use and disposal as well as personnel safety concerns. As Beta Sensors measure total basis weight, they cannot separate coatings from substrates or differentiate different chemical species within a composite web, such as a nonwoven blend.
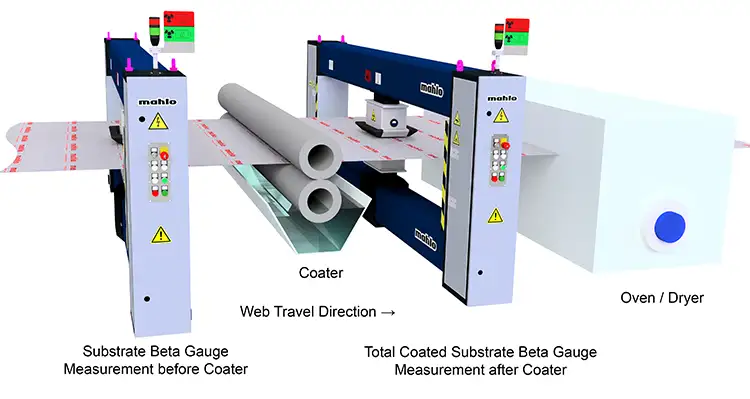
In the case of a coating application, two beta sensors must be installed, one before and one after the coater, to perform a mass subtraction to calculate the net-coating basis weight (see Figure 2).
While this method has achieved proven results, the Beta Sensor requirement of two O-frame scanners can be quite expensive in terms of initial-cost installation effort. Precise same-spot synchronization of the scanners is required to subtract the exact section of web from beneath the coating, and any stretching of the web or change in moisture, for example, will introduce measurement error.
Radioactive isotopes for industrial gauging include Promethium-147 (Pm-147), Krypton-85 (Kr-85) and Strontium-90 (Sr-90). These isotopes differ in the energy that they emit and the measurement range for which each is appropriate. Pm-147 is the lowest energy source and is used for the lightest basis weights: 1 to 250 gsm, or 1 to 250 microns thickness of a web of specific gravity (SG) 1.0. But the availability of Pm-147 dwindled in 2019 and is altogether unavailable for the past 2+ years. We do not expect Pm-147 to become available in the future.
Kr-85 had remained available, but supplies have diminished over the course of the past year, and the manufacturers of the Kr-85 source capsules used for industrial web gauging have begun rationing their sale and have continued to reduce the amount of Kr-85 material contained in each capsule, which can impact their measurement repeatability, especially for legacy designs. Most of the Kr-85 source material is sourced from Eastern Europe, and any improvement in supply currently is unknown.
Sr-90 is a high-energy source and typically is used for basis weights from 200 to 600 gsm (0.008 to 0.240 in. of SG = 1.0 webs). At present, Sr-90 is available readily, but it is not a good measurement solution for thinner films, coatings and lightweight nonwovens.
There has been a good amount of development activity in non-nuclear, on-line web-measurement techniques over the past 5+ years, resulting in considerably increased applications of optical sensors. In particular, the discrete filter Near Infrared (NIR) Absorption Sensor is seeing quite widespread installations where Beta Sensors have been used traditionally, specifically extruded films, extrusion coatings, solution and hot-melt coatings and nonwovens.
Near Infrared (NIR) absorption method explained
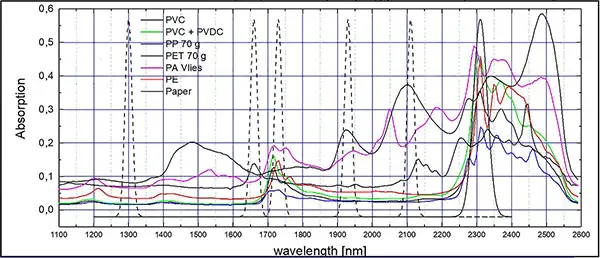
NIR absorption sensors can be used to measure polymer films, coatings, nonwovens and moisture. Most organic molecules have unique NIR-absorption spectra. When the web is illuminated with light in the near infrared range (typically 1,000 to 3,000 nm), these molecules absorb NIR light at wavelengths determined by their specific molecular bonds. Band-pass filters selected to measure the absorbed light intensity at the absorption peak of the molecule of interest (for example: PET, PE or PP) are used in conjunction with filters centered at reference wavelengths to obtain a measurement of the mass or thickness of the web component (see Figure 3). The more light that is absorbed at that molecule’s absorption wavelength, the more of those molecules are present in the web and, therefore, the greater the weight or thickness of the web or web component (i.e., coating).
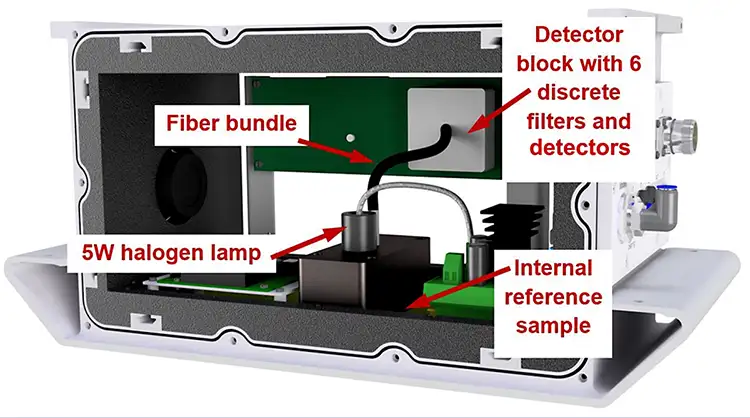
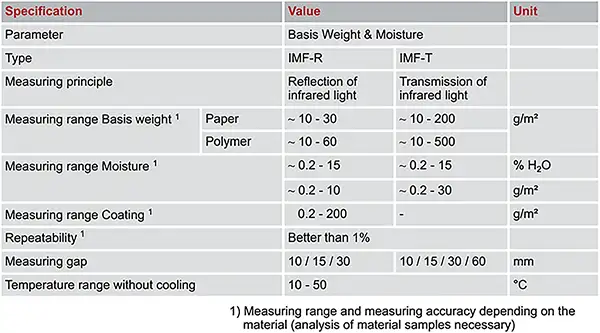
Advances in infrared-light detection technology have contributed to the development of a new on-line NIR basis-weight / thickness sensor that is 100% solid-state with improved temperature stability and finer resolution than older rotating-filter wheel devices (see Figure 4). Six detectors, each with its own discrete narrow-band pass filter, provide simultaneous same-spot measurements of all wavelengths very rapidly with no light modulation. This results in fast, stable measurements and can be configured with a small measurement spot for fine cross-direction (CD) resolution (see Table 1). The six-filter array design also allows for selection of custom filters for special applications. With no motors or other moving parts to accommodate, the solid-state sensor design is much simplified, easing access for the user to replace the lamp with the sensor remaining mounted on the scanner.
NIR measurement of wet aqueous coatings
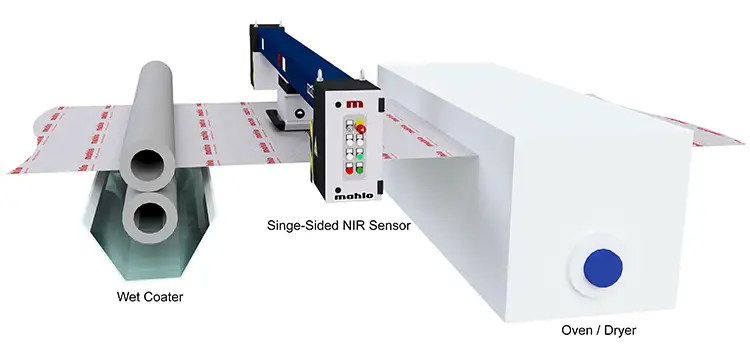
Whereas the measurement of an aqueous coating (adhesive) on a paper or polymer-film substrate requires Beta Sensors on O-frames both before and after the coater for a total-mass subtractive coating calculation, the NIR technique requires only one single-sided sensor measuring the water in the coating right after the wet coater. With the % solids of the coating entered into that product’s recipe, the NIR system calculates and displays the profile of the dry-coating basis weight without the need of a second sensor. In addition, a single-sided scanning frame is both less expensive and easier to install than an O-frame required by a Beta Sensor (see Figure 5). The single NIR-sensor measurement of aqueous coatings already has become a common on-line solution with excellent results. The NIR sensor also allows for a wider measurement distance between the sensor and the wet web than a Beta Sensor, which significantly reduces the likelihood of the wet coating contacting the sensor and causing a sheet break and contamination of the sensor.
NIR measurement of dry coatings
In similar manner to the measurement of aqueous coatings, the NIR sensor adapts itself very well to the measurement of dry coatings after an oven or 100%-solids coatings (solvent coatings, hot-melts, etc.). The NIR sensor can select the dry coating uniquely and ignore most substrate materials (papers, PET, etc.) to achieve excellent results with one single-sided measurement location after the oven or dryer (see Figure 6).

There are applications for which the coating cannot be differentiated from the substrate using an NIR-absorption technique, such as certain polymer coatings on chemically similar film substrates. In this case, another measurement technique may be used.
NIR measurement and control of extruded film
Polymer film and sheet are particularly well-suited to measurement using an NIR sensor if the polymer does not have a lot of fillers or colorants. The infrared light must be able to pass through the sheet to obtain a good measurement. In addition, just like a Beta sensor, an NIR sensor measures basis weight, mass per area. The density of the web must be constant or known to convert basis weight to thickness, and a sheet with a variable amount of heavier additives or regrind may be difficult to convert to thickness reliably using a Beta sensor or an NIR sensor.
But in the case of a clear or translucent film or sheet, or a process with a manageable number of colored products through which the IR light can pass, the NIR sensor will provide a higher resolution and lower measurement-noise measurement than a Beta sensor. This has been shown to result in both faster and flatter Automatic Profile Control when connected to an Autodie. And the measurement using an NIR sensor is non-nuclear, so it does not require the periodic, radioactive-source testing required by Beta sensors.
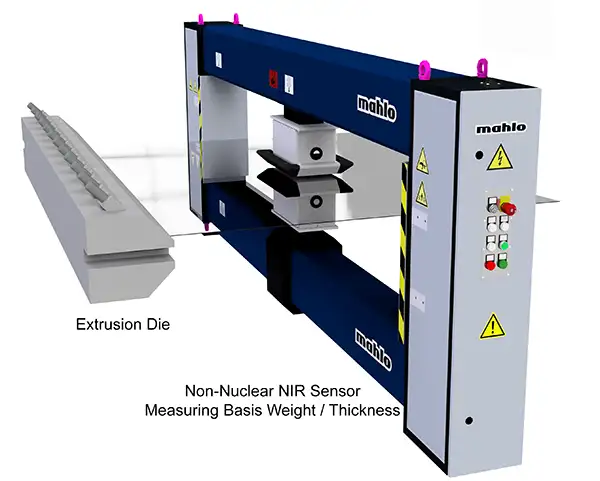
The small 6-mm (0.25-in.) measurement spot size and the rapid scanning capability made possible by the very low-noise photodetectors make for rapid detection of gauge bands and die lines and result in excellent profile control of an automatic extrusion die (see Figure 7).
NIR measurement of nonwovens
The selective measurement capability of the NIR sensor also can be used to measure the basis weight of nonwoven webs without the use of a radioactive isotope. PE, PP, PET, cellulose and other polymers and blends all can be measured; and in some cases, the basis weights of individual components (PE and PET in mixture, for example) can be individually determined and displayed. Moisture may be determined simultaneously, if desired (see Figure 8).

Conclusion
The traditional method for the on-line measurement of extruded / cast films, extrusion coatings, solution and hot-melt coatings and nonwovens has been the use one or more Beta Transmission Sensors. Beta gauges still are a very accurate and industrial-reliable measurement method, and, in some cases, they are the only possible solution.
Recent improvements in Near Infrared Sensors have expanded their use into traditional beta-gauge applications with a very good degree of success. As the installed base of NIR sensors has increased over the past 5+ years, NIR sensors are seeing widespread acceptance and, in many cases, superior measurement performance over nuclear sensors at a lower initial price and reduced installation costs. In addition, the capability of the NIR sensor to measure multiple web components simultaneously from a single location is providing the end-user with new insights into the manufacturing process and quality of the web.
Eric J. Reber, technical director for Mahlo America, Inc. (Spartanburg, SC), holds advanced degrees in Physics and Mathematics from Marquette University (Milwaukee, WI). His web-gauging sensor development work began in the mid-1980s with Barber-Colman’s purchase of Indev Gauging. He set up a sensor-design center for web gauging for Eurotherm International (now Thermo-Fisher Gauging) in Newberry, England, and headed up sensor development for NDC Systems (Irwindale, CA), where he was responsible for the development of NDC’s original beta-transmission sensor and laser-caliper sensor and O-frame scanner. Reber has numerous publications throughout his 35+ years in the web-gauging industry and holds multiple sensor patents. He can be reached at 864-576-6288, fax: 864-576-0009, email: eric.reber@mahloamerica.com, www.mahloamerica.com.