

By Joe Kotwis, P.Eng., co-founder, Webineering, LLC
The job of a web-handling machine is relatively straightforward: Deliver the web from Point A to Point B at the specified quality, width and speed. Persistent web-equipment difficulties frequently center around issues with Rollers, Alignment and Tension (RAT). At this firm, we spend a lot of time preventing RAT infestations from processes. Because there are few alignment publications from a process-owner’s perspective, this three-part series will focus on the need for alignment, the precision required and the methods to achieve it.
Editor’s Note: Part 1 of this series, which appeared in the 2024 Q2 issue, focused on the need for alignment. Part 3 will cover how exactly alignment is done, including key components and considerations.
Web-equipment misalignment can lead to wrinkling, baggy edges, web breaks and tracking – all of which can negatively affect the financial metrics of an operation. Decisions concerning alignment ultimately are about money. The expectation is that an alignment crew will improve yield, web/roll quality, uptime, throughput and product processing capability, and reduce rejects. Web-equipment design considerations are necessary to ensure alignment is possible and the adjustments are sustainable.
This second part of the three-part series on “Alignment for Process Owners” will explain the need for proper alignment, determination of tolerance and components requiring tolerances.
A “successful” alignment
Just because an alignment crew tells you that they are done “aligning” your machine does not guarantee that your equipment is sufficiently aligned. There is much more to alignment than paying a crew that can show up with a tripod and a laser. It is possible after they leave that:
- Tolerances were insufficient,
- Critical components were not identified or aligned,
- Alignment mistakes were made, or
- Components shifted (or were moved by others).
There even can be compounding problems, such as misalignment and poor tension control, that combine to create slide-outs or offsets.
When “alignment” is successful, components of the equipment are in proper geometric relationship to each other via perpendicularity, parallelism and centerline, within a specified tolerance. Centerline is part of good alignment. The centerline is used as the reference to establish the baseline and line of sight. Being on centerline also is necessary for the proper functioning of certain components, such as spreading devices.
Science of wrinkles
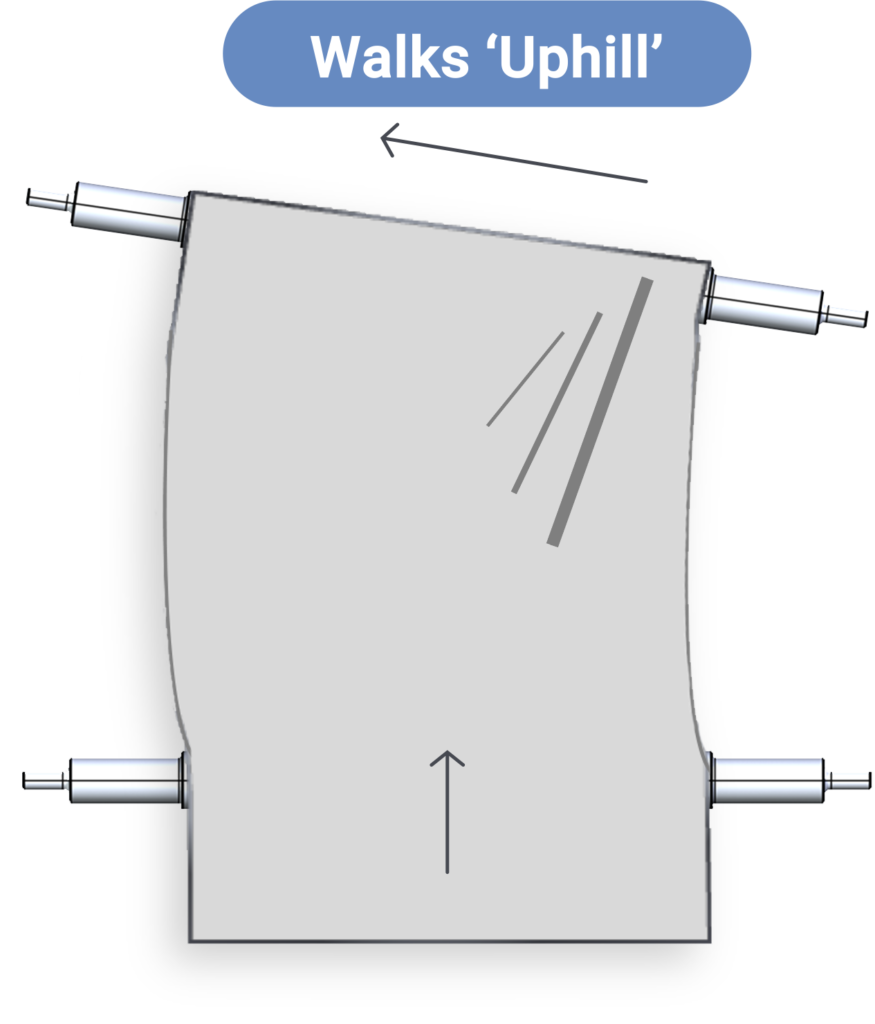
Some web lines are installed without formal, precision alignment; in other cases, the original alignment has “deteriorated” over time, and defects have appeared. For an existing line, the most common reason that triggers a call to an alignment vendor is the trademark walking wrinkles.
There are many good references explaining the misalignment-wrinkle phenomenon; two useful sources can be found in “Predicting Shear Wrinkles in Web Spans” by Gelbach, Kedl, Good in TAPPI Journal, August 1989, or in Dr. David R. Roisum’s book, “The Mechanics of Rollers,” p 51. The Abbott Apps site (www.stevenabbott.co.uk/abbottapps/WP/index.html) has an app that allows the input of key variables that affect alignment-related wrinkling. It lets you see the impact of those key variables and can help to understand why wrinkling is more likely to occur in certain locations or situations. This fundamental understanding of the science behind misalignment wrinkling can improve your chances of success and ability to explain wrinkling to operators and managers who may want to know why there is a wrinkle over only that roller or that product, even though it was just aligned last week.
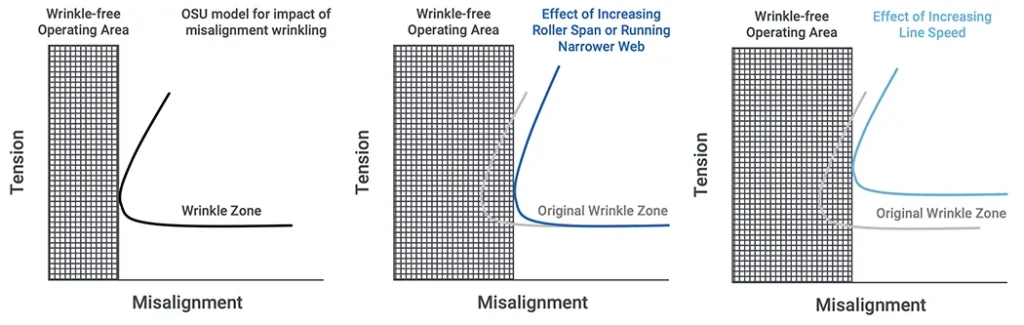
As is the case for most web defects, there rarely is a singular variable that generates the defect. It typically is an interaction between the web properties and the equipment components. Wrinkles are no exception. As you can see from the images in Figure 2, wrinkling can be the result of misalignment, but tension, speed, width and distance between rollers also can affect the proclivity toward misalignment wrinkling. The line graphs in Figure 2 also demonstrate that misalignment wrinkles can be improved by:
- better alignment (of course),
- tension reduction,
- narrower widths,
- faster line speeds and
- increased distance between rollers.
So, for a given web scenario, your tolerances will need to be tighter as your…
- roller span decreases,
- roller diameter decreases,
- gauge decreases,
- line speed decreases,
- surface traction increases and
- web width increases.
The takeaway is that, although the alignment crew may be given only one acceptable tension range, the reality is that the actual requirement or critical alignment tolerance varies from roll to roll, i.e., some rollers, sections and web types will be more critical than others. So, if you are choosing one alignment value, the most stringent value should be chosen. If cost or downtime is an issue, it may be appropriate to provide variable tolerances for the types or locations of certain rollers, sections or components.
Level of precision required for alignment
The variables listed above need to be considered when choosing an alignment standard; however, it’s also critical to understand the needs of the web, the process and the business. Section 1 below provides questions to consider in cost justification and decisions. Section 2 lists considerations around web properties. Finally, Section 3 allows you to assess your particular site experience and capability. Having answers to many of these questions will improve the likelihood of leadership approval and alignment success.
- Relevant cost questions for alignment
Alignment Cost: What is the cost of additional precision? For talented alignment crews, the cost of additional precision may be small. There may be little time difference between hitting 0.005 in. or 0.002 in. side-to-side difference. So, the process owner should compare the cost and downtime impact of improved precision to the cost and risk of poor quality or uptime related to alignment.
Product Cost: What are the variable costs and variable margins of the products that run on the web equipment? Some products are worth more either due to volume or profit margins. Higher process and/or product value may encourage more investment in alignment.
Margin & Line Availability: Is the equipment currently in a sold-out market now or likely to be in the future?
One value of alignment is protecting the ability to produce product during a sold-out market. The flip side is that if you currently are in a sold-out market, it can be difficult to get line-time for alignment work, as the cost impact to lost production can be much greater.
It is advisable to invest in alignment when the demand on the lines is low and less impactful but not to neglect the value or return on investment that alignment may bring.
Performing alignment on a sold-out line may dictate round-the-clock alignment-crew coverage to minimize hours of lost production. This is why understanding the full cost of alignment downtime is so important. Does regaining a few days of line uptime justify the additional 10% to 25% in alignment costs for 24-hr alignment work or 50% additional cost for weekend work?
Cost of Failure: What is the cost associated with completing alignment and still having issues? If the line comes up and is not working correctly, what will that cost the business? If the cost or downside of poor alignment is high, there may be good financial justification for improving the alignment tolerance or paying a more experienced crew.
- Relevant web-property questions for alignment
Thickness: What is the web thickness or gauge? Are multiple gauges run on this equipment? Are certain thicknesses more problematic? Thinner webs can be more problematic and require increased precision.
Modulus: How strong is the web? One measure of strength is the modulus of elasticity, or Young’s modulus. Lower-modulus webs can be more problematic and require increased alignment precision.
Width: How wide are the products that will run on the equipment? Wider webs can be more problematic and require increased precision.
Tack & Friction Level: How aggressive is the web’s surface? Tackier webs can be more problematic and require increased precision. If you don’t know whether your product is tacky, try to rub the top to the bottom of your web. If it seems to “grab” with moderate force and pressure, then it likely is to be considered “tacky.” There also are lab techniques to determine the coefficient of friction (CoF).
Flatness: Does your equipment frequently process webs that have droop or baggy lanes? Non-flat webs can compound misalignment.
Scratch Sensitivity: Is your web sensitive to scratching? Misalignment, poor roller design and poor web flatness can contribute to differential movement between the web and roller. Differential movement can create scratches on certain products.
- Relevant process-experience questions
Nips: Are there nipped cleaning rolls, tension isolation nips or lay-on rolls? Nips dramatically increase the likelihood of wrinkling and may require precision alignment (especially when combined with difficult web properties from the section above).
Roller Details: Are your roller diameters small? Are your rollers spaced close together? Do your rollers have large wrap angles (>120°)? Do you have or suspect roller deflection? As roller diameter, wrap angle and deflection increase and distance between rollers decrease, wrinkles become more likely to form and, therefore, require more precision alignment.
History: Have there been quality or operability issues due to alignment in the past? If so, were they costly? Also ask:
- Are there certain rollers that are more alignment-critical or more difficult to maintain alignment?
- After alignment, are there areas where issues persist?
- Is it typical to have alignment-related issues after rollers are replaced?
- If a piece of equipment or ancillary process has a demonstrated track record of requiring a high attention to alignment, it may benefit the organization to invest in improved quality and precision.
Future Plans: Are there plans to downgauge, increase width or produce “softer” webs in the future? Anticipating the market direction of your web line is important. As webs get thinner, wider and weaker, they become more sensitive to misalignment. Increased sensitivity may require more precision and/or a better crew.
References
“Machine Alignment Handbook” by OASIS Alignment Services, Inc. (2013). blog.oasisalignment.com/landing/machine- analysis-handbook/
“Precision Alignment of Winders” by Myron Smith and Roger Cross w/OASIS, TAPPI Paper 360°, March/April 2015.
“Predicting Shear Wrinkles in Web Spans,” Gelbach, Kedl, Good, TAPPI Journal, August 1989, p. 129
“The Mechanics of Rollers,” Roisum, David, Ph.D., TAPPI Press, 1996 p. 51
“The Web Handling Handbook,” Jones, Dilwyn; Roisum, David; Walker, Timothy. DEStech Publications, Inc., Lancaster, PA, 2021, pp 156-160
“Web Works,” Roisum, David. CONVERTING Magazine, June 1994
Joe Kotwis, P.Eng., co-founder of Webineering LLC holds a Bachelor of Science in Mechanical Engineering from Clemson University and a Master of Science in Management (Engineering Core) from North Carolina State University. He is a certified Six Sigma Black Belt and professional engineer. Joe retired in 2023 as a Dupont Technology Fellow with 34 years of web-handling experience. Dupont leveraged his skills to solve problems across many sites and customers within industries including electronics, automotive, packaging, NASA and the military. While with Dupont, Joe created and led the global web-handling and web-processes Community of Practice, conducted training and provided consulting. In 2022, he co-founded Webineering, a web consulting and engineering company that helps drive profitability in web manufacturing by leveraging the team’s web-industry knowledge and process-management expertise. Joe can be reached at email: joe@webineeringgroup.com, www.webineeringgroup.com.
Alignment Tolerancing

When setting alignment tolerances for a given process, the standards stated in Table 1 and equipment vendor tolerances are an excellent place to begin. However, there is no “one size fits all” answer when it comes to alignment tolerancing. The answers to all the previous questions in the main article, as well as site experience with alignment, may lead to higher or lower precision.
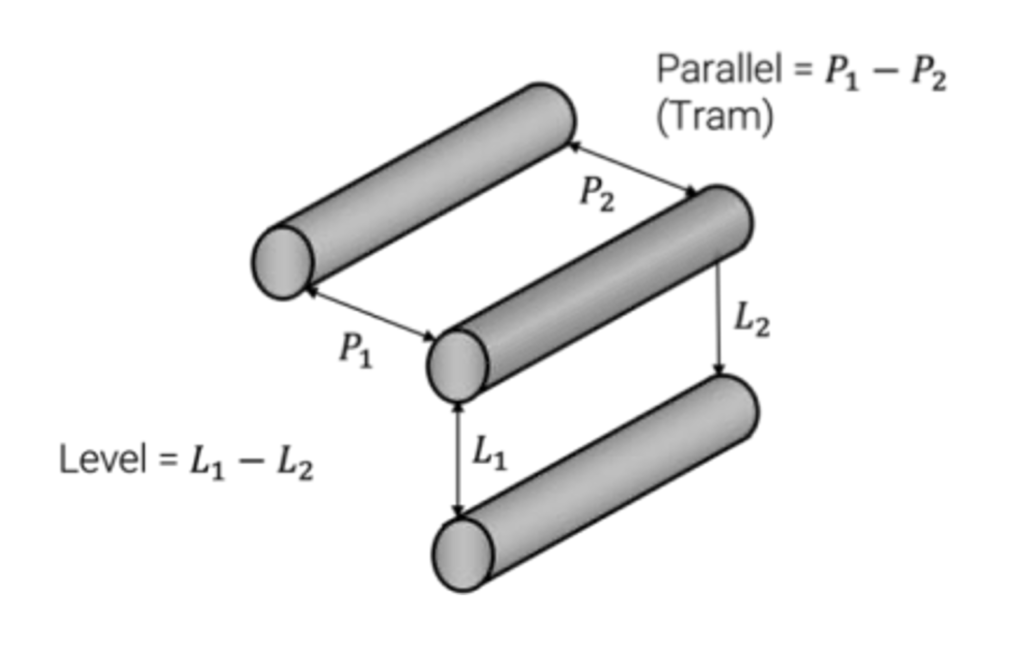
Keep in mind that even if two rollers are within the specified tolerance, the critical component is the relative difference they are to each other. So, for instance, if one roller’s side-to-side level difference is +0.003 in., and the roller directly below it is -0.003 in., then the total “out of level” for that set of rollers is +0.006 in. That is what the web sees (see Figure 3).
The assumption you make when a tolerance is chosen is that the total of the extremes is acceptable. This may not always be true, and when troubleshooting a wrinkle, it is useful to look at the actual readings to see if there is a stack-up tolerance issue.
The final comment is that webs that experience “bending” are far more likely to experience defects than webs that experience “twisting.” Therefore, roller situations creating a “twisting” web are more tolerant to misalignment than those in “bending” scenarios. This is described well in “The Web Handling Handbook” and “The Mechanics of Rollers,” as well as many other articles.
Although most alignment specifications call out only a singular roller-alignment standard, there are many other components that also warrant attention and discussion with the alignment crew. See Section 4 below.
- Additional Alignment Tolerancing
Rollers: Idlers, driven & tendency-driven: +/-0.003 in. per 100 in. of roller face (level and square)
Rollers: Nip (includes layon & vacuum rolls): +/-0.00015 in. per 100 in. (between nipping components) for level and square*
Centering Line Distance for Critical Components (such as Tenter Rail Pivots): +/-0.015 in. from the centerline per 100 in. of width; 0.010 in. for level
Spreading Devices: Within +/-0.015 in. of machine (or web) centerline unless otherwise specified
Folding Boards: 54.5° +/-0.5° (for a 60° board); level tolerance should be same as rollers
Turn Bars: 45° +/-0.25°; the other plane of a turn bar should be the same as the general roller tolerance.
Shear-Slitting Systems: +/-0.005 to 0.015 in. per 100-in. dovetail or linear rail relative to the anvil roll; accuracy can impact slitter dust and blade wear, especially for slitter stations without individual adjustment.
Thickness Scanning Head: Centered on the web path using a string and ruler (unless otherwise stated by vendor). Hold tolerance across the width to ensure scan line of sight is not angular.
Camera Inspection: Spacing and tolerance according to vendor requirements
Web-Cleaning Equipment: Follow vendor recommendations for vacuum or ultrasonic equipment for the entire width; for nipping contact cleaning (tacky) rollers, see “Rollers: Nip” above.
* Alignment should be verified through the entire range of the pivot or linear actuation. Nipping systems should be checked with nip-impression paper after alignment.
Summary
The choice of alignment tolerance is critical to a successful equipment alignment. When choosing tolerances, the industry standards are a good place to begin, although the process owner also should consider business details, material properties and process experience. In addition, the individual components to be aligned should be toleranced to ensure proper equipment functioning, because not all rollers are the same, and there frequently is more to web equipment than just rollers.